



汽车冲压外覆盖零件本身尺寸较内部加强零件要大,而且形状更复杂。受零件在成形过程中拉延深度较大,型面复杂等因素影响,在前期调试期间产品容易出现开裂或者暗裂,不仅提高了制造成本、造成材料浪费,而且生产的不良品容易流入到后面的生产工序造成更大的质量事故。所以汽车冲压零件的开、暗裂缺陷必须在发生源进行控制,避免制造过程的品质不良风险。
零件产生开裂、暗裂的原因文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
开裂(图1)是钢板在拉深成形过程中表面出现裂缝;暗裂(图2)是钢板在拉深成形过程中表面出现类似橘皮状的条纹,可用白光手电筒平行于缺陷面照射检查(图3)。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
图1 开裂缺陷文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
图2 暗裂缺陷文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
图3 暗裂检查方法文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
材料本身的问题文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
⑴材料外观缺陷。材料本身如果存在夹杂,因夹杂物可承受变形量较小,材料冲压受外力作用时夹杂物处会出现开裂现象。夹杂是带钢在生产过程中产生的一种偶发的缺陷,通过取样进行微观分析和成分分析,如图4、图5 所示。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya202411800.html
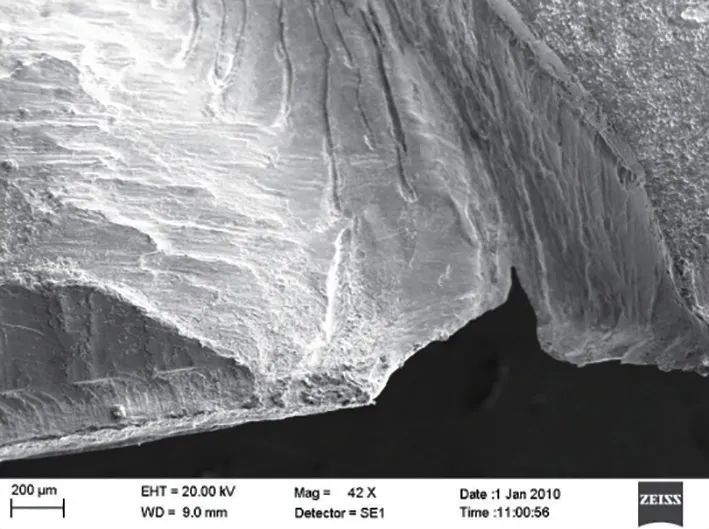
图4 夹杂部位微观分析
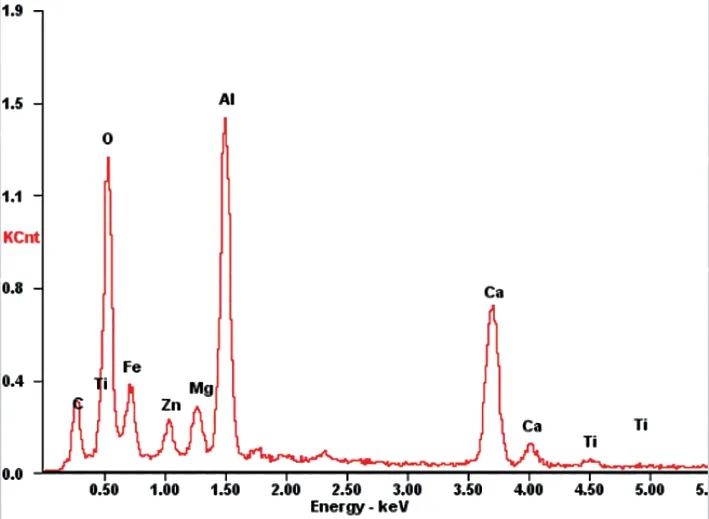
图5 夹杂部位成分分析
⑵材料性能缺陷。材料机械性能指标(Rm、Rp0.2、El、r、n、A 等)中某一项或多项指标超出规定范围或与前批次送检零件参数对比波动较大,都会导致零件在生产过程中出现开、暗裂的风险。表1 为材料性能。
表1 材料性能

⑶材料表面粗糙度。材料表面粗糙度对零件拉深工序走料会造成一定影响,可以利用粗糙度仪对板料进行测量是否在工艺要求范围内。
⑷板料在生产过程中出现尺寸偏差、边缘部位变形和较大的毛刺也会造成偶发的开、暗裂不良,成形过程中出现拉伤严重也会造成开裂。
模具导致的开、暗裂
⑴拉延模具。冲压的位置、模具表面粗糙度、模具研合率、拉延筋槽受力情况都会对零件的成形造成影响,其他还包括定位、模具压料面、平衡块、顶杆着色、零件R 角状态等,模具在上机调试过程中会对模具成形裕度进行调整,满足一定压力值范围内零件成形的稳定。
⑵整形模具。整形部位是否存在起皱,或者整形模具研合问题都会导致模具整形时出现叠料而导致开裂。
设备导致的开、暗裂
⑴清洗机油膜。板料零件表面的油膜厚度和均匀度都会影响零件在成形过程中是否出现开、暗裂或起皱的问题,比如清洗的转速、挤干辊压力、清洗机速度、喷油量都是影响零件表面油膜的重要参数。图6、图7 分别为油膜测量位置和测量照片。

图6 油膜测量点位置

图7 油膜测量
⑵压力机精度。压力机滑块垂直度和平行度都要定期进行检测,液压垫的参数也是重要影响指标之一。
零件产生开、暗裂的预防控制措施
来料控制
⑴卷料或板料在生产前提前取样(图8),对材料力学性能检验和成分分析,与材料标准进行对比,定期进行送检,重要的数据可以每批次记录后进行对比分析确认过程的稳定性。

图8 取样方案
⑵对冲压零件进行网格试验,对零件容易开裂的部位在板料上进行标记(图9),冲压成形后进行数据分析(图10),通过对安全裕度和减薄率分析判断出零件的风险部位。

图9 零件标记

图10 数据分析
过程控制
⑴零件拉深后取出零件对比流入量:通过调整压力大小或确认模具平衡块着色,模具压边圈表面粗糙度等参数来对零件流入量进行测量,分析板料在参数调整后各个区域的走料情况,如图11、图12 所示。

图11 流入量测量位置

图12 流入量测量
⑵根据CAE 数据分析零件减薄测量风险点部位图,对零件定期进行减薄率测量,并且对可能造成的开暗裂风险重点位置进行确认。
⑶根据CAE 数据分析零件减薄测量风险点部位图,编辑成作业标准要求,检查人员对开、暗裂风险位置进行画线检查确认。
减少开暗裂不良流出
除了零件在设计过程中进行CAE 数据分析零件开、暗裂风险点外,调试过程的质量控制和检查人员前期品质培育也是关键。当零件品质稳定后,重点确认过程监控和对变化点的管理。
结束语
开、暗裂是冲压件的常见品质不良,在日常冲压生产中,只有在冲压最后一道工序完成后才可能被发现,不良的再现性差,使得对应开、暗裂的工作非常困难,同时发生的位置具有不固定性也增加了过程检查的难度。本文介绍的控制开、暗裂的措施,希望能为行业同仁提供一些借鉴。
钟浩军, 尹志勇, 张傲, 那木吉拉·广汽乘用车有限公司宜昌分公司
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
携手共建汽车四大制造工艺装备AI知识库,共创智能焊接新未来



