一体化压铸引发了汽车生产制造革命。通过集成化制造的方式实现多个零部件的一次性成型,弥补了铝合金结构件在传统汽车生产工艺下的诸多弊端,是未来汽车提升用铝量,追逐轻量化的绝佳选择。目前一体化压铸工艺助力铝合金车身向中低端车型渗透,2025年市场空间有望进一步突破。
一、概念及优势文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
1. 概念文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
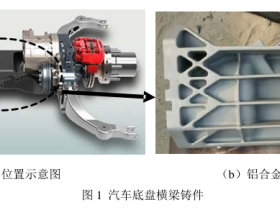
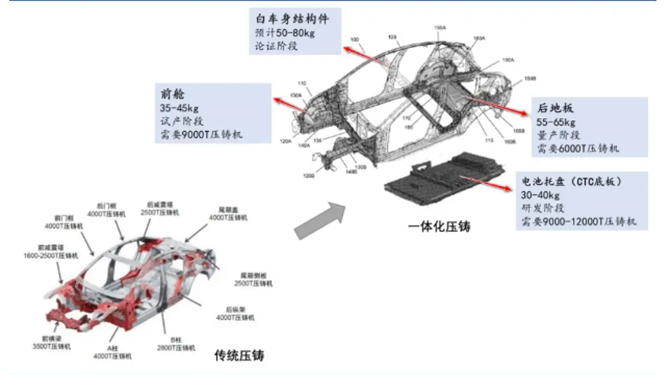
一体化压铸是将白车身上多个零件的复杂结构变为用压铸工艺只使用一个零件的新型制造技术。汽车白车身是车身结构件及覆盖件的总成。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
传统汽车车身为钣金焊接结构,即“冲压+焊接”模式,先将整卷钢板或铝板用多台大型压力机连续冲压成小块钣金零件,再将冲压完成的小块钣金件拼焊为车身结构件,焊接完成的总成即为白车身。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
目前除外覆盖件外,其他所有结构件和组件焊接环节通常交由零配件供应商生产,整车厂则负责将结构件/组件与其自产的外覆盖件一起焊装为白车身。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
2. 优势文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
与传统“冲焊”工艺相比,一体化压铸技术的优势主要体现在生产成本、生产效率、造车精度、安全性能、轻量化效果五个方面。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
生产线成本下降:在传统“冲焊”工艺下,白车身总成中需要进行单独加工的零部件达数百个,需要大量的冲压机、模具、焊接夹具、检测机等设备做支持,全套生产线规模大,成本高文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
相比之下,一体化压铸工艺将需要制备的零部件数量大幅削减,整个白车身的制备仅通过3-5台大型压铸机,少量辅机及模具实现,产线建设成本大幅下降。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411348.html
此外,同等产能下,一体化压铸产线更节省厂房面积。
材料成本下降:在冲压过程中,原材料受挤压成型后将不可避免地产生边角料,而一体化压铸时注入的液态金属一比一等同于铸件用料,材料利用率更高。
此外,传统车身用料复杂,不同零部件通常对应不同种类及材料型号,回收后仅可用于原材料生产,回收利用率约为70%,而一体化压铸件仅使用单一铝合金,车身回收后可直接融化重制,回收利用率在95%以上。
一体化压铸下的铝合金车身重量约为200-250kg,预计同级别传统钢铝混合车身的重量在280kg左右,尽管铝合金材料单价高于钢材单价
但考虑到一体化全铝车身用料更少,且具有材料利用率与回收率优势,一体化铝合金车身的全周期综合材料成本将低于传统“冲焊”工艺全铝车身及大部分钢铝混合车身。
人力成本下降:在一体化压铸下,车身焊接点大量减少,对于焊接技术工人的需求下降。目前国内主流焊装工厂通常配备200-300个工人,采用一体压铸技术后,所需的技术工人至少可缩减到原来的十分之一。
二、发展进程
1. 特斯拉率先落地,其他主机厂跟进布局
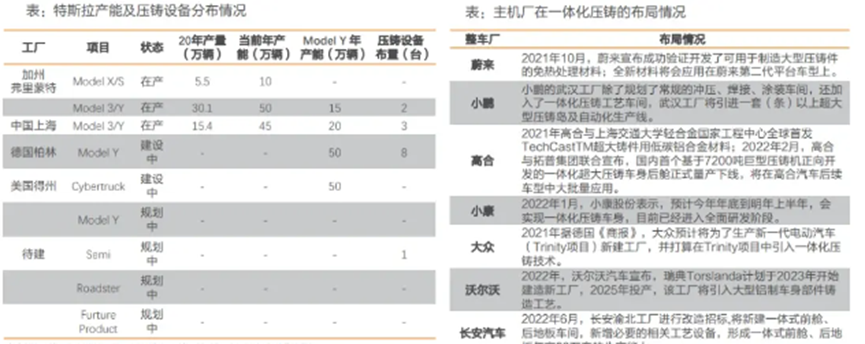
特斯拉已将一体化压铸技术作为标准工艺进行布局。特斯拉在加州弗里蒙特、中国上海、德国柏林、美国得州分别设立工厂,同时拥有14台一体化压铸设备。
其他主机厂跟进布局一体化压铸技术。继特斯拉之后,蔚来、小鹏、高合、小康赛力斯等新势力以及长安汽车、大众、沃尔沃等传统车企均开始跟进布局和规划应用一体化压铸技术。
2. 压铸商加快推进一体化压铸进展
我国汽车行业的主要铝压铸商有:文灿股份、广东鸿图、拓普集团、泉峰汽车、旭升股份、爱柯迪等,目前各铝压铸企业都在加快一体化压铸布局当中。
三、行业壁垒
1. 材料:免热处理铝合金
在材料方面,传统的压铸件需要在压铸后进行热处理来优化产品的机械性能,但由于通常一体化压铸件的尺寸较大,热处理导致的变形和表面缺陷等问题就会突显出来,造成成本损失。因此,免热处理合金成为了一体化压铸行业的一个重要技术壁垒。
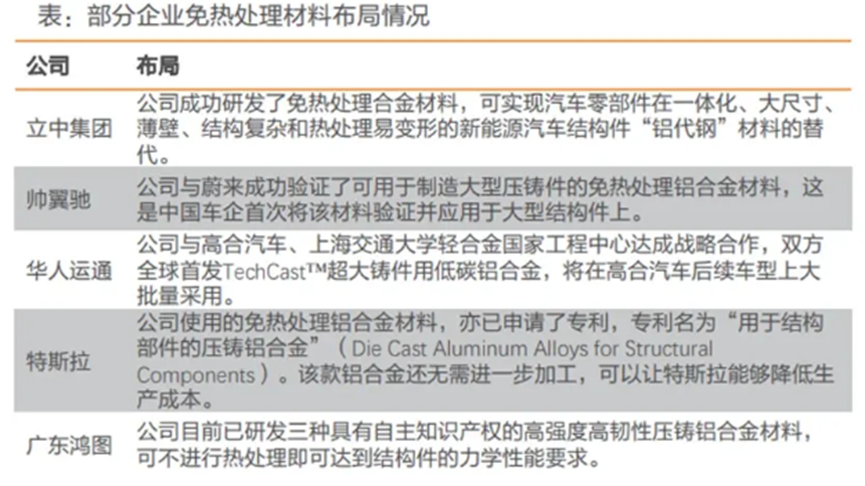
从当前市场竞争格局上看,国内外均有企业开发和推广免热处理铝合金材料,其中包括了立中集团、帅翼驰、华人运通与上海交大、广东鸿图、特斯拉、美国美铝、德国莱茵菲尔德等。
目前,特斯拉已将自研专利“用于结构部件的压铸铝合金”应用于一体化压铸当中,既坚固又具有出色延展性,有效降低了特斯拉相关生产成本。
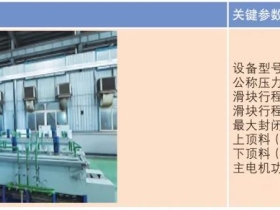
2. 设备:超大型压铸机
大型压铸机需要对复杂的系统进行协调控制,并对各部分的稳定性和结构进行优化,对理论、经验以及制造工艺都有很高的要求。
同时,大型压铸机的“设计—试验—设计”周期非常长,前期需投入大量时间成本;大型压铸成形装备造价高昂,一旦样机试验失败将带来严重经济损失。
当前用于一体化压铸的压铸机吨位都在6000T以上,部分公司已经开发或引入了12000T甚至更大的超大型压铸设备。
大型压铸机从订购到安装调试完成至少需要一年的时间,同时当前应用较广泛的6000T压铸机单套价格高达数千万元,造成了较高的资金壁垒。
目前掌握此类重型压铸机的产商国内只有以力劲、伊之密,国外以布勒为代表的为数不多的压铸机生产商。
3. 工艺与模具
压铸工艺壁垒:生产工艺会影响产品的成品率,由于一体化压铸技术正处于起步阶段,需要压铸商在生产工艺上有丰富的经验和技术积累才能保证量产的良品率。
我国的压铸商主要包括了文灿股份、广东鸿图、拓普集团、泉峰汽车、旭升股份、爱柯迪等,目前各企业都在加快一体化压铸布局当中。
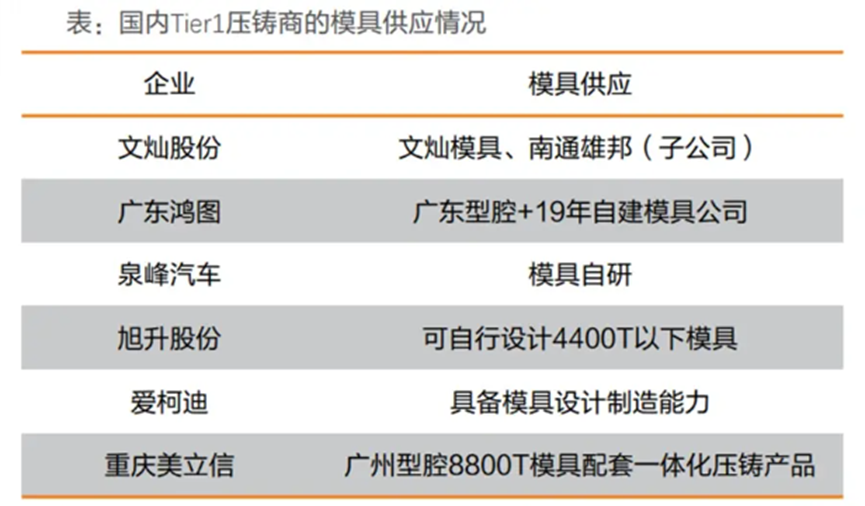
大型模具生产壁垒:一体化压铸的零件,结构复杂、制造费用高、准备周期长,对于压铸模具的生产提出了更高的要求,部分Tier1压铸商缺乏大型模具自研设计能力。
随着超大型一体车身轻量化的大步推进,广州型腔、宁波臻至、宁波赛维达等模具企业均有所参与。
一体化压铸对模具的强度及韧性要求更高。与其他铸造工艺相比,压铸工艺特性主要体现在“高速充型与高压凝固”上,在温度、真空、成型方案、工艺参数、后处理等方面都比传统铸造工艺存在更高要求。
相比普通压铸的模具,一体化压铸模具更复杂,对强度和韧性要求更高。
四、产业链
产业链上中下游联动,共同布局推进一体化压铸的应用。一体化压铸产业链上游主要为材料、设备和模具,中游为压铸商,下游客户主要为主机厂。

注:本文来源网络
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
别再只调参数了!螺柱焊“提升高度”和“伸出长度”才是焊接质量的“隐形开关”