全球能源危机和全球变暖问题的加剧,受到了广泛关注和各行各业的剧烈变革,推动了节能减排落实并持续推进,其中汽车行业首当其冲[1]。汽车轻量化是节能减排的有效手段之一[2],据国际研究机构试验表明,对于传统汽车,车辆每减重10%,油耗可下降6%~8%,CO2排放可减少约8.5g/km,而对于新能源汽车来说,减重10%可使其续驶里程增加5%~8%[3,4]。在“碳达峰”“碳中和”政策和《节能与新能源汽车技术路线图2.0》的驱动下,新能源汽车呈现了井喷式的发展[5]。新能源汽车的快速发展衍生出众多创新技术和产品,其中一体化压铸技术引领了汽车行业的一系列变革。
一体化压铸技术,是将原本设计中需要组装的数十个甚至上百个零件,经重新设计、高度集成,利用超大吨位压铸机,通过先进压铸工艺,一体成形为一个超大尺寸的铝制部件,实现原有功能的一项技术[6]。特斯拉称之为“Giga-casting”,沃尔沃称之为“Mega-casting”,实现一体化成形过程所用的加工系统为“Giga-Press”(源于设备供应商意德拉压铸机型号)。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
一体化压铸,又分为广义和狭义两大类。广义的一体化压铸指替代冲压-焊接件,将多个零件变成一个压铸件;狭义的一体化压铸主要指压铸过程使用6000t及以上的大型压铸机。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
技术起源文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
与过往相关技术相比,一体化压铸技术的独到之处主要体现在三方面:超大尺寸的产品、极限压铸技术和免热处理压铸铝合金。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
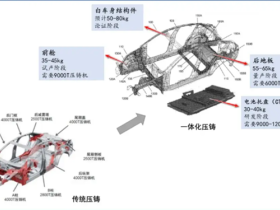
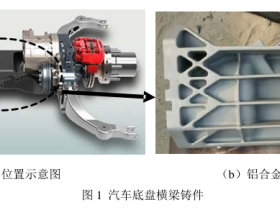
车用压铸产品的发展如图1所示。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
早在20世纪70年代,铝合金压铸产品已经开始批量应用在缸体、变速器壳体等动力总成部件,且日趋成熟。20世纪90年代,奥迪等主机厂成功验证了减振塔、纵梁等车身薄壁结构件的压铸成型工艺,为了满足产品性能要求,采用了高强韧压铸铝合金和T7热处理工艺,只是当时并无太多的市场需求,没有得到行业的关注和重视。进入21世纪,在节能减排政策推动和汽车轻量化技术发展驱动下,高真空压铸技术实现了长足发展,车身压铸结构件也得到了广泛应用。2019年起,基于“化繁为简、降本增效”,以“后底板”为代表产品的一体化压铸件由特斯拉实现量产[7],并迅速获得汽车行业的狂热追捧[8~10]。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
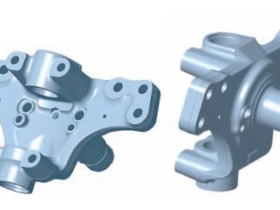
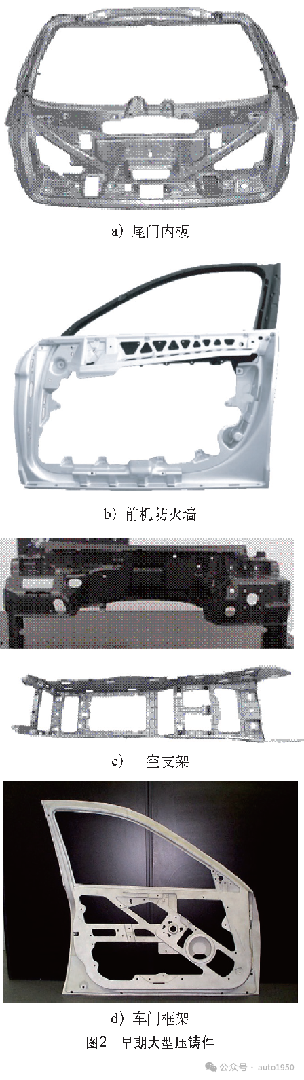
事实上,在此之前,大尺寸压铸结构件有不少开发案例,如尾门内板、前机舱防火墙、车门框架以及中控支架等(见图2),只是外形尺寸比目前略小。然而,受成本和市场等因素影响,当时大尺寸压铸件并未得到大规模应用。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
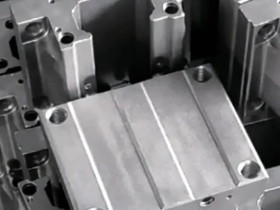
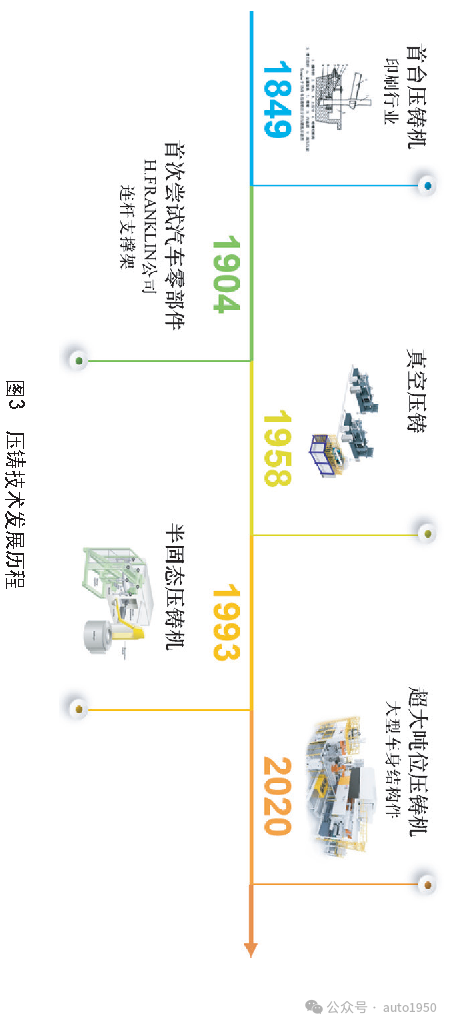
世界首台压铸机于1849年问世,至今已有超过170年的历史,期间先后出现了真空压铸、半固态压铸及充氧压铸,实时监控反馈系统逐步融入了密封技术、局部挤压技术、模温控制技术及微量喷涂技术,如图3所示。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411260.html
在一体化压铸技术之前,最大吨位压铸机为4000t级,且持续了近20年,在此期间压铸机吨位发展停滞的原因是无相应的产品需求。目前的一体化压铸技术,最初由福特提出,在福特F150车型上应用。如今,特斯拉真正让一体化压铸技术带着“颠覆光环”,走进人们视野并实现了大批量生产应用。
铝合金的发展史也有百余年(见图4),在汽车行业的应用也日益广泛和成熟。据调研[11]表明,车用铝产品的成型工艺分布比例为:77%铸件、10%型材、10%板材以及3%锻件。
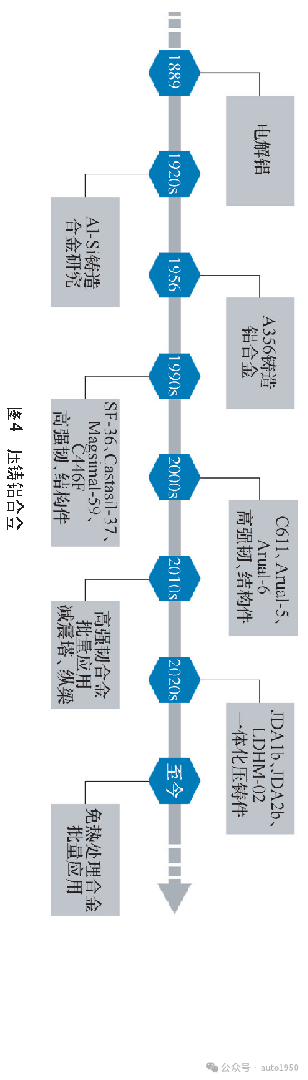
压铸铝合金的发展与应用,则与产品需求和工况保持同步,一体化压铸技术所涉及的免热处理合金,其实德国莱茵费尔登和美国铝业早在二三十年前就已经成功开发,可惜当时应用市场非常有限。
一体化压铸本质上属于较为古老且成熟的压力铸造(简称“压铸”),即熔融或半熔融的金属以高速压射入金属铸型内,并在压力下结晶的铸造方法,主要特点是高速、高压。无论从产品尺寸、设备吨位方面讨论,还是从免热处理压铸铝合金领域分析,一体化压铸并不是创新性或颠覆性的技术,准确地说应该是车身结构件压铸技术的传承与拓展。
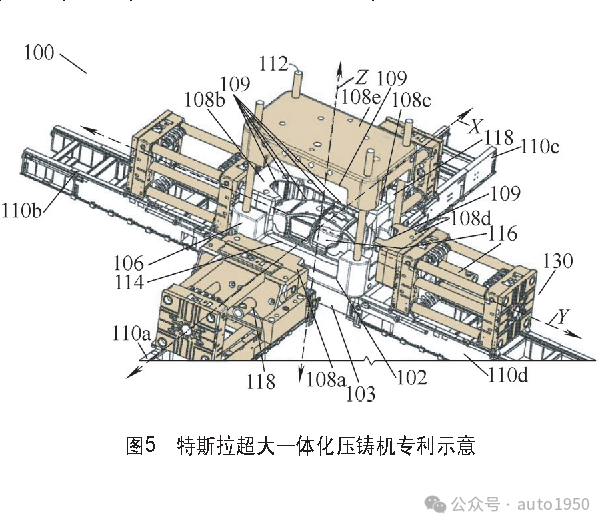
然而必须正视的是,一体化压铸技术的蓬勃发展,对现有汽车工业生产组织方式产生了冲击。从1886年世界上第一辆汽车的诞生,汽车工业先后经历了数次变革:福特的流水线方式开创了工业造车时代的新方式,丰田的精益求精看板模式让大量的企业减少浪费,大众的模块化造车平台则让造车效率进入到新的时代。新兴的一体化压铸技术(见图5)会直接影响整车四大件(车身、底盘、动力总成及电器元件)和汽车制造四大工艺(冲压、焊装、涂装及整装),让造车理念进入到一个新的时代。
应用现状
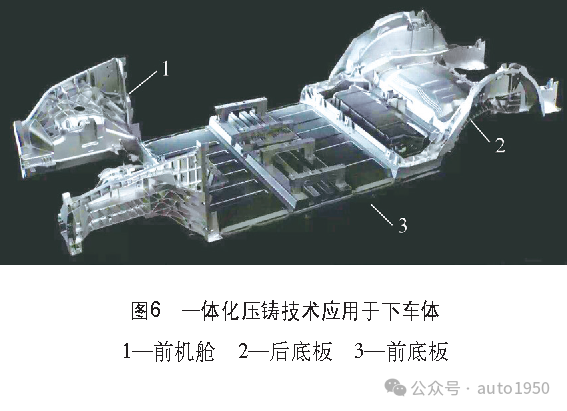
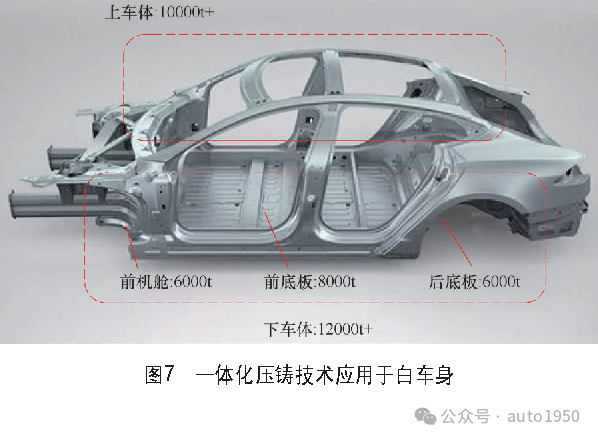
目前,一体化压铸技术应用集中在乘用车白车身的下车体,其中后底板已经在多款车型上实现量产,前机舱和中底板已进入准量产阶段,大尺寸电池壳体和非承载式车身车架正处于开发阶段,而处在技术前沿的一体化下车体(见图6)、一体化上车体、一体化侧位,甚至一体化压铸车身(见图7),已经列入研发或论证日程。
竞争策略
虽然一体化压铸技术吸引了众多主机厂、压铸厂、设备商、模具厂、高校科研院所以及资本市场的广泛关注与重视,整个行业都在大力开发应用一体化压铸件,但是一体化压铸技术的推广落地仍然面临巨大挑战。
目前一体化压铸推广应用最大的问题有两方面:
- 受原材料成本和产品合格率两个因素影响,成本居高不下。
- 产品不同区域性能差异太大,压铸末端延伸率甚至不到3%。
作为一体化压铸技术产业的重要组成部分,汽车厂、压铸机及相关设备厂、压铸材料研发商、压铸厂、模具厂及科研院所等,要基于清晰的产品定位,充分发挥铝合金材料的优势,明确产品所要求的工艺目标,做到全产业链低碳循环,使一体化压铸产品具备良好的竞争优势,携手共同迎接上述挑战。
1.清晰的产品定位
一体化压铸产品,要基于消除冗余、简化工艺、降低成本的集成原则,以铝代替中等强度要求的钢制部件,以达到低成本、高效率的目的,而对于B柱、门环等安全部件,热成型技术和高强钢更具优势。工艺思路应该在初始阶段就融入产品设计工作中,使产品结构符合压铸工艺特征,也就是冲压工艺难以实现、而压铸工艺轻松应对的产品结构,同时避免空腔结构和容易引起缺陷的大平面和热节。
2.准确的材料认知
材料的物理属性决定了力学性能范畴,在绝对力学性能上,铝合金要远逊于钢铁材料,面对当今发展迅速的高强钢,铝合金最大的优势就是复杂结构的成型性,因此铝合金的强度劣势需要在产品设计中通过结构创新来弥补。另外,在合金成分设计时,要满足流动性、粘模性、收缩性等工艺性的性能要求,同时兼顾结构相关、碰撞相关、强度相关的产品特性的性能要求。
3.明确的工艺目标
一体化压铸件属于超大尺寸薄壁件,若进行T6热处理容易导致严重变形,大幅降低产品合格率,为此一体化压铸产品几乎全部选择免热处理合金。一方面,免热处理合金的应用的确解决了超大尺寸薄壁件的变形超差问题,但也存在未经热处理的产品处在铸态的劣势,该劣势本质上未能充分发挥材料性能,属于一种材料浪费。
另一方面,在实际生产过程中,免热处理并非无热处理,开模取件并冷却可近似固熔,后处理、中转、运输会发生自燃时效,白车身电泳则会起到一定的人工时效作用,这都会对产品的性能、尺寸稳定性产生影响。在产品和工艺设计中要充分考虑这两点,严格控制含气量、含渣量、密度等熔体参数,浇排系统的设计、压射速度的设定、真空工艺的调整都需要经过可靠的计算。
4.优质的低碳循环
优异的再生循环特征是“碳达峰”“碳中和”背景下另一大优势,水电铝和再生铝的应用可显著降低碳排放和综合成本。近年来,各大车企推出的车型日新月异,零部件也随之加快更新迭代速度,而压铸属于典型的批量生产工艺,因此在产线设计时,柔性化、自动化和智能化就显得尤为重要,否则重资产投入会大幅提高生产成本。
5.全球布局结合本地服务
一体化压铸件尺寸大、结构复杂,长距离运输无疑会显著增加运输成本、提高质量风险,所以依据市场分布,进行产能和服务的布局成为各大公司的关键策略。近几年,众多压铸厂商加快围绕东北、华北、华中、华东及华南几大汽车制造基地的布局,一体化压铸产业链更是在全球进行战略布局,比如投资墨西哥工厂以服务北美市场,投资东欧、北非工厂以服务欧洲市场。目前几大龙头企业均在推进“全球布局、本地服务”,以降低成本和碳足迹。
结 语
一体化压铸——未来已来、未来可期 特斯拉完成了一体化压铸件量产的从0到1,众多汽车厂商正在进行从一到百的壮举,一体化压铸拥有广阔的市场。
客观认知——创新而非颠覆 无论是产品还是设备,亦或是材料,从本质上分析,一体化压铸是在传统压铸基础上增加了高真空系统和超大尺寸,是改进创新,而非颠覆技术。
直面市场——趋于白热化,寻求竞争优势 受益于主机厂、压铸厂、科研院所以及资本市场的推动,一体化压铸技术的热度达到空前高度,接下来必将是惨烈的竞争,各方急需建立合适的竞争优势。竞争策略 清晰的产品定位、准确的材料认知、明确的工艺目标、优质的低碳循环、精准的战略布局,是建立竞争优势的重要途经。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
别再只调参数了!螺柱焊“提升高度”和“伸出长度”才是焊接质量的“隐形开关”