随着技术的进步与发展,铝合金的应用领域越来越广,因此在实际生产过程中经常会遇到铝合金焊接的问题。如果掌握了下面的口诀,铝合金焊接的问题基本就得到解决了。
铝焊操作难度大,氧裂孔变易软化;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
表面氧化焊接难,焊前清理须做全;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
电源极性作用灵,阴极清理很实用;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
MIG须用直反接,交流电流最常用;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
引弧需要加高频,焊接可以加脉冲;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
铝焊难点第二名,热裂倾向很严重;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
热裂种类有很多,纵横坑根最集中;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
具体原因就一点,凝固过程收缩快;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
应力拉伸出缝隙,液铝不足生裂纹;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
预防解决很关键,工艺设计有帮助;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2024111363.html
焊接热量应集中,分段预热降焊速;
成分设计应合理,微量元素作用明。
气孔缺陷很常见,铝焊尤其最敏感;
解决缺陷三方面,材料气体和环境;
环境湿度应控制,超出六成应停工;
母材清理很关键,表面去除油水污;
焊材使用应注意,检查烘干有必要;
保护气体应干净,纯度应有四个九;
同时流量应把控,不大不小要适中;
焊接应遵规程做,气孔问题影无踪。
焊接变形让人愁,抓住本质消烦忧;
膨胀系数是主因,改善应从此处进;
调节方法样式多,反变拘束留余量;
工艺参数要规范,前期预热应做到;
以上规范要严格,质量要求要负责。
接头软化存风险,严格控制并检验;
材料工艺是关键,母材焊材应匹配;
不能驴唇对马嘴,强度应该要对应;
工艺设计也要用,降低参数防粗化;
热量集中减区间,防止区域扩大化;
各种问题都能解,焊接评定不能少;
焊接人机料法环,每个环节要把严;
焊前准备应齐全,焊中焊后要检验;
实际问题实际法,实践作用最关键。
铝及铝合金的焊接特点
1. 氧化膜
铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。

铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。
在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。
气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。
2. 导热率大
铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。

在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。
3. 线膨胀系数大,易变形和产生热裂纹
铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。
铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。

生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
根据生产经验,当含硅5%~6%时可不产生热裂,因而采用SAlSi條(硅含量4.5%~6%)焊丝会有更好的抗裂性。
4. 极易溶解氢
铝及铝合金在液态能溶解大量的氢,固态几乎不溶解氢。在焊接熔池凝固和快速冷却的过程中,氢来不及溢出,极易形成氢气孔。弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分,都是焊缝中氢气的重要来源。因此,对氢的来源要严格控制,以防止气孔的形成。
5. 接头处和热影响区容易软化
合金元素易蒸发、烧损,使焊缝性能下降。
母材基体金属如为变形强化或固溶时效强化时,焊接热会使热影响区的强度下降。
铝为面心立方晶格,没有同素异构体,加热与冷却过程中没有相变,焊缝晶粒易粗大,不能通过相变来细化晶粒。
焊接方法
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。
气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。
惰性气体保护焊(TIG或MIG)方法是应用最广泛的铝及铝合金焊接方法。
铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。
铝及铝合金厚板可采用钨极氦弧焊、氩氦混合钨极气体保护焊、熔化极气体保护焊、脉冲熔化极气体保护焊。熔化极气体保护焊、脉冲熔化极气体保护焊应用越来越广泛。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
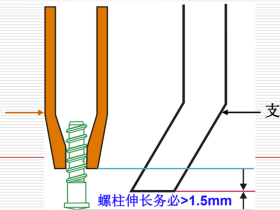
别再只调参数了!螺柱焊“提升高度”和“伸出长度”才是焊接质量的“隐形开关”