这是一句非常精炼且有力的宣传语,它精准地概括了现代螺柱焊机技术发展的核心方向。我们可以从“零飞溅”和“超牢固”这两个技术指标出发,深入解析这场技术革命的内涵。
技术革命的核心:从“粗放”到“精密”文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
传统的螺柱焊(尤其是电弧螺柱焊)虽然高效,但存在两大痛点:飞溅严重(污染工件、需要二次打磨)和熔深/强度不稳定(受电压、电流、间隙等人工因素影响大)。所谓的“技术革命”,正是针对这两点进行的全方位突破。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
一、 “零飞溅”:如何实现近乎完美的焊接环境?文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
“零飞溅”是一个理想目标,但现代技术已将其从“几乎不可能”推进到“近乎实现”。关键技术包括:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
1. 数字化逆变控制与波形控制(核心)
传统焊机:使用工频变压器,电流波形是正弦波,反应慢,能量输出不稳定,容易产生飞溅。
革命性技术:采用IGBT(绝缘栅双极型晶体管)高频逆变技术。它能以微秒级(1/1000秒)的速度精确控制电流波形。
具体实现:通过闭环反馈系统,实时监测电弧状态。在起弧瞬间快速提升电流建立熔池,随后迅速降低至维持电弧的稳定值,在顶锻瞬间再将电流瞬间切断或降低到接近零。这种 “阶梯波”、“脉冲波”或“软着陆”的电流控制,会显著减少熔池的剧烈沸腾和溅射。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
2. 伺服电机驱动的精确送钉与顶锻
传统方式:依赖气缸或弹簧,顶锻速度、压力、位置难以精确控制。
革命性技术:采用伺服电机驱动焊枪。控制系统可以精确设定焊钉的提升高度、速度、顶锻的加速度和最终位置(位移控制)。
效果:避免了因顶锻速度过快或过慢导致的熔池被挤压飞溅,或熔池未能填满间隙。这是实现“零飞溅”的机械保证。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
3. 短周期/拉弧式焊接的优化
短周期螺柱焊本身通过极短的焊接时间(5-100毫秒)减少热输入,从而减少飞溅。革命在于将短周期与数字控制结合,在毫秒级时间内完成起弧、加热、顶锻的全过程优化。
拉弧式焊接则通过精确控制引弧过程和主电弧的稳定性,避免传统拉弧时的大颗粒飞溅。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
4. 保护气体与环保焊接
对于某些特定材料(如铝、不锈钢),在焊接区域引入惰性保护气体(如氩气),能有效隔离空气,稳定电弧,从根源上减少飞溅和氧化。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
结论:通过“数字大脑”(逆变控制)+ “精密手脚”(伺服驱动)的协同,现代螺柱焊机将飞溅率降低到了传统方法的1/10甚至更低,真正实现了“近乎零”的洁净焊接。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
二、 “超牢固”:如何实现超越母材的强度?文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061863.html
“牢固”不仅仅是“焊上”,更是要形成冶金结合,且强度不低于母材或设计要求。
1. 优化的熔深与热影响区(HAZ)
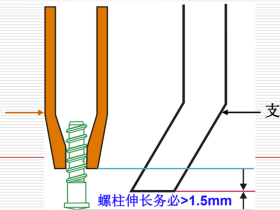
通过上述的电流波形控制,可以精确控制熔池的深度和宽度。理想状态下,既能保证足够的熔深(通常为0.5-1.5mm)以实现高强度结合,又能将热影响区控制在最小范围,避免母材性能下降。
传统焊机常出现“虚焊”(熔深不足)或“过烧”(熔深过大、热影响区变脆)。
2. 材料适应性突破
异种金属焊接:现代焊机通过特殊的脉冲或复合波形,解决了钢-铝、铜-铝等异种金属焊接的难题。例如,在铝板上焊接钢螺柱时,通过精确控制热量,在界面形成一层可控的金属间化合物(如FeAl3),而非脆性层,从而实现牢固连接。
高强钢/镀锌板:针对汽车用高强钢和镀锌板,开发了特定的预穿孔技术或特殊焊剂,解决了锌层蒸发导致的气孔和飞溅问题,保证了连接强度。
3. 无损检测与质量可追溯性
现代高端焊机集成了焊接参数监控系统。每次焊接后,系统会记录下电流、电压、时间、位移等关键参数,并与预设的“标准焊点”进行比对。
如果参数超出公差范围,系统会立即报警,并标记该焊点。这实现了100%的在线质量检测,从过程上保证了每一个焊点的“超牢固”。
技术革命带来的行业变革
这场“零飞溅、超牢固”的技术革命,正在深刻改变制造业:
汽车制造:白车身焊接、动力电池包(铝壳+铜螺柱)的连接,实现了无需打磨、无飞溅的洁净车间,同时保证了车身的碰撞安全性。
家电与电子:精密钣金外壳、电路板接地柱的焊接,告别了传统锡焊或铆接,效率更高、更牢固、更美观。
建筑与钢结构:高层建筑的钢筋连接、幕墙挂件的预埋,实现了高空作业的自动化与高质量,减少了后期维护。
船舶与重工:船体甲板、舱室壁板的紧固件焊接,大幅提升了防腐性能和结构强度。
总结
“零飞溅、超牢固”不是一句口号,而是数字控制技术、精密伺服驱动、先进材料科学三者深度融合的产物。它标志着螺柱焊从一种“经验依赖型”工艺,进化为一种“数据驱动型”的精密制造技术。这场革命的核心价值在于:以更快的速度、更高的质量、更低的成本,实现“焊接即成品”的理想状态。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
铝螺柱焊机哪家专业:什么是定义“专业”的关键?