



提升高度(Lift)和螺柱伸出支撑杆的高度(Stud Protrusion / Overhang)是拉弧式螺柱焊中两个核心的机械设置参数,它们之间相互关联,共同决定了焊接电弧的稳定性、熔池的形成质量以及最终的焊接强度。错误的设置是导致虚焊、飞溅、气孔等缺陷的重要原因。我将从定义、物理关系、设置原则和具体操作方法四个方面进行详细分析。
一、 核心概念定义
1,提升高度 (Lift Height):文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
定义:在焊接过程中,螺柱端部被焊枪提升后,距离工件表面的最大垂直距离。
作用:这是形成焊接电弧的空间。提升高度直接决定了电弧电压的大小。提升高度越大,电弧越长,弧压越高,电弧加热的范围越广,但电弧稳定性下降;提升高度过小,弧压太低,熔深不足,容易导致短路和虚焊。它是影响焊接热输入和熔池形态的关键参数。
解读:提升高度是螺柱在焊接过程中从工件上提起的高度。这个距离需要引弧来实现。提升高度螺柱提升高度是决定焊接质量的一个重要参数。它与螺柱直径成正比。
2,螺柱伸出长度 (Stud Protrusion / Overhang) (即“钉子冒出支撑杆的高度”)
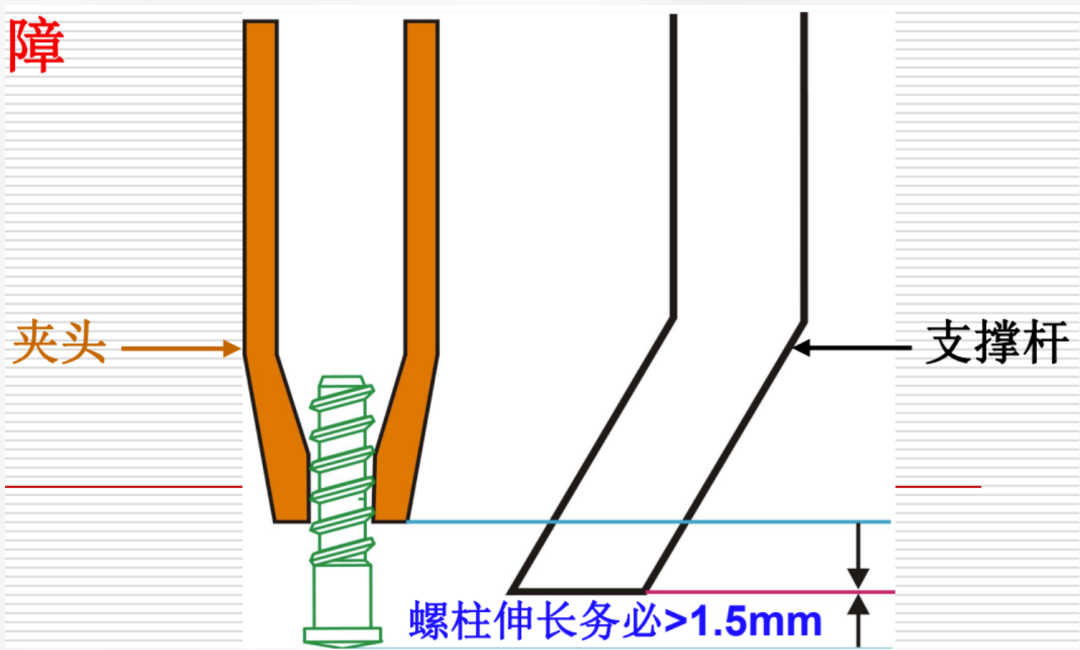
定义:在焊枪准备焊接状态(支撑杆/防飞溅套接触工件,螺柱未被提升时),螺柱端部超出支撑杆或防飞溅套端面的垂直距离。
作用:这个长度决定了螺柱在焊接回路中的初始位置,以及螺柱被推入熔池时的最终插入深度。它必须足够大,以确保螺柱能顺利插入熔池,但又不能太大,否则会改变焊接回路的电阻或导致支撑杆无法有效支撑。解读:protrusion will determine the form of the welding collar around the welded stud.(凸出长度决定了焊接飞边/焊脚的形式)。螺柱伸出长度对于长周期螺柱焊来说,是螺柱熔化的长度与工件熔池深度之和...对于短周期螺柱焊接而言...是螺柱熔化的长度加工件熔深...文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
二、 提升高度与螺柱伸出长度的物理关系
这两者之间的关系可以用一个简单的加法公式来理解,这是理解整个焊接过程物理机械运动的基石:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
螺柱总位移= 提升高度 + 熔化长度 + 熔深文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
而 螺柱伸出长度(Protrusion) 通常在数值上约等于或大于 提升高度 + 熔深,但它不是直接等于提升高度。它们的关系通过“初始位置”和“最终位置”来连接:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
关键物理过程(以短周期拉弧焊为例):文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
- 初始状态:焊枪放在工件上,支撑杆接触工件,螺柱被压缩,处于“预压”状态。此时螺柱端部与工件表面接触。
- 提升阶段:线圈或伺服电机通电,将螺柱从工件表面提起。提起的距离就是设定的提升高度 (Lift)。此时,螺柱与工件之间形成间隙,电弧在此空间燃烧。
- 下降插入阶段:焊接时间结束,驱动机构释放,螺柱在弹簧或伺服电机反向驱动下,以一定速度插入由电弧熔化的熔池中。插入的深度取决于熔深 (Penetration)和螺柱自身的熔化量。
- 最终状态:螺柱被焊接到工件上。此时,原本设定为“提升高度 +”的那部分空间,被液态金属和螺柱的插入所填充。
核心结论:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
- 独立性:提升高度和螺柱伸出长度是两个独立设置、但相互影响的关键参数。
- 物理联系:螺柱伸出长度必须足够长,以允许螺柱在提升到设定的提升高度后,还能有足够的剩余长度被夹持在夹头中,并且在下降时有足够的行程插入熔池。如果伸出长度过短,可能导致螺柱在提升过程中从夹头脱出,或者插入深度不够。如果伸出过长,会导致支撑杆无法有效压紧工件,或者提升阻力过大。
- 设置优先顺序:通常先根据工艺确定提升高度(主要影响弧压和热量),然后根据提升高度和预期熔深来确定合适的螺柱伸出长度。
三、 如何设置和控制这个比例(比例控制原则)
控制比例的核心是遵循工艺指导,并通过试焊验证。不存在一个固定的万能比例,但有一个公认的安全操作范围。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
1. 基本设置原则
- 螺柱伸出长度 > 提升高度 + 预期熔深
- 解读:这是一个必要条件。如果你设置提升高度为1.5mm,预期熔深为0.5mm,那么你的螺柱伸出长度至少应该设置为1.5mm + 0.5mm = 2.0mm,并且通常要留出余量,比如2.5mm~3.0mm。这样才能保证螺柱在产生熔深后,仍有足够的长度被压入熔池,形成牢固的接头。
- 对于短周期螺柱焊(薄板应用):
- 常见经验值:螺柱伸出长度通常设定为 2.0mm ~ 3.0mm。提升高度通常设定为 1.0mm ~ 1.5mm。这个比例(伸出长度约为提升高度的1.5-2倍)是一个经过实践检验的安全窗口。
-
- 防溅罩/支撑杆调节要领:调节范围(半自动、自动): 2mm<螺柱伸长<3mm,过短报伸长不够故障,过长则报提升故障。
- 防溅罩/支撑杆调节要领:调节范围(半自动、自动): 2mm<螺柱伸长<3mm,过短报伸长不够故障,过长则报提升故障。
- 特定焊枪:对于短周期螺柱焊来说,利用电磁感应提升螺柱的焊枪,提升高度通常为1.2mm,而伺服电机式焊枪的螺柱,其伸出枪嘴端面...通常为2.2~3mm。
- 对于长周期螺柱焊(大直径螺柱):提升高度与直径成正比,通常更大(如1.5mm~4.0mm)。螺柱伸出长度也随之增大,经验值在 1.5mm ~ 6.0mm 之间,由直径决定。
2. 具体设定步骤(以常见焊枪为例)
步骤一:设定提升高度 (Lift)文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
-
根据螺柱直径和焊接类型(短周期/长周期,气体保护/陶瓷环),找到推荐的提升高度范围。 -
使用焊机的“提升测试”(Lift Test)功能进行精确设定。例如,SAW-3600系列焊机在手持屏上直接设定(伺服提升),KÖCO焊枪通过旋转后盖(每0.5mm一档)调节(电磁铁提升)。
步骤二:设定螺柱伸出长度 (Protrusion)文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061904.html
- 标准方法:使用专用量规(Setting Gauge)。这是最推荐的方法。根据您焊接的螺柱直径和焊接模式,选择相应厚度的量规。
-
过程:将量规放在支撑杆和螺柱端部之间,调节支撑杆位置,直到螺柱端部刚好接触到量规的另一端。此时锁紧支撑杆,该长度即为设定值。 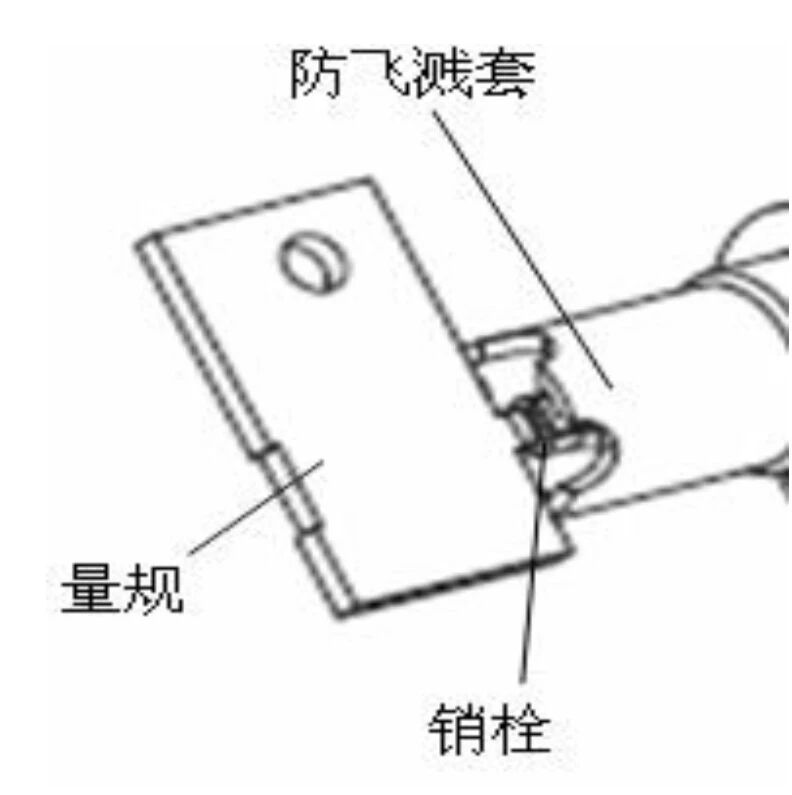
-
- 常规方法(无量规时):
-
将焊枪垂直放在工件上,使支撑杆完全接触工件。 -
手动将螺柱从夹头中推出,直到其端部碰到工件表面。 -
稍微回退螺柱(约0.5-1mm),确保其自由状态。然后观察螺柱端部与支撑杆端面的距离,通过调节支撑杆位置,使这个距离等于你设定的值(如2.5mm)。 - 注意:调节支撑杆,使螺柱底部与陶瓷环或支撑管的底部大约在同一个平面上。这是初始状态,然后再调节螺柱突出长度。
-
步骤三:试焊验证与微调
-
进行试焊。 - 观察焊缝形态:
理想状态:焊缝填充饱满,焊脚(Welding Collar)均匀,无过大飞溅。
提升高度过大:电弧不稳定,弧压高,飞溅大,焊缝可能出现气孔或咬边。
提升高度过小(相对于伸出长度):电弧短,弧压低,熔深浅,容易虚焊。
伸出长度过大:支撑杆支撑不稳,飞溅严重,螺柱可能歪斜。
伸出长度过小:螺柱在插入熔池时行程不足,导致虚焊;或者在提升时,螺柱尾部脱出夹头。
比例控制关键点
|
|
|
|
|
|---|---|---|---|
| 提升高度 |
|
|
|
| 螺柱伸出长度 |
|
|
|
最佳实践建议:
- 严格遵循设备/焊枪的官方推荐参数进行初始设置。参考各大螺柱焊品牌技术文档(鸿栢,Köco, Emhart, SOYER 等)都提供了详细的参数表格,这是最可靠的起点。
- 利用“提升测试”功能:几乎所有现代焊机(如SAW-3600, PIDS,BMK-12)都有此功能,在不引燃主电弧的情况下测量提升高度,确保机械设置准确。
- 坚持“试焊-检验-微调”的闭环:理论上的比例只是一个入口,最终的、最佳的参数组合一定是通过您在现场条件下试焊并检验(目测、锤击、金相)后确定的。
- 优先使用专用量规:这是保证设置一致性和准确性的最有效工具,尤其适用于批量生产。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
铝螺柱焊机哪家专业:什么是定义“专业”的关键?







