在汽车制造、家电生产及精密装备领域,螺柱焊接以其高效、可靠、对母材影响小的优势,已成为连接工艺中不可或缺的一环。尤其是短周期拉弧螺柱焊技术,凭借其焊接速度快、热输入精准、适用于薄板及镀层板的特性,在白车身制造和零部件总成中占据了核心地位。然而,焊接质量的稳定性是永恒的挑战——飞溅、虚焊、气孔、烧穿等缺陷不仅影响产品外观,更可能引发功能失效。本文基于鸿栢科技、Emhart等国际主流螺柱焊接系统(用杂牌螺柱焊设备的请略过)的技术逻辑,深度剖析短周期拉弧螺柱焊的工艺调节核心技术,旨在为焊接工程师和现场技术人员提供一套系统化、可落地的质量保障方案。
PS:本文仅针对钢螺柱焊使用,切勿抬杠,认真阅读分享转发点赞关注是一种美德!文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
一、短周期拉弧螺柱焊的工艺原理与核心参数
1.1 工作原理与过程控制
短周期拉弧焊作为一种先进的焊接方法,与传统的长周期或储能式螺柱焊不同,其核心在于通过精确控制时序,在极短时间内完成高质量连接。其标准过程包括:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
- 接触阶段 (Stud on Workpiece - SOW):螺柱端部垂直接触工件,焊接回路闭合,系统检测到SOW信号。
- 引弧阶段 (Pilot Arc Phase):设备施加一股较低的先导电流(通常约30A),同时线性马达(LM)快速提升螺柱至预设高度,引燃稳定电弧。此阶段主要目的是清除工件表面的油污、氧化膜,保证主电弧的稳定建立。
- 主焊接阶段 (Main Arc Phase):引弧成功后,系统瞬时切换至数百至上千安培的焊接主电流。电弧能量急剧增加,迅速熔化螺柱端面和工件表面,形成一个动态熔池。此阶段是形成连接的核心,焊接电流和时间的设定至关重要。
- 下落(浸入)阶段 (Plunge Phase):在主电弧熄灭前的精确时刻,线性马达反转或弹簧力推动螺柱以受控速度“浸入”熔池,电弧熄灭,熔融金属快速凝固,形成牢固的焊接接头。
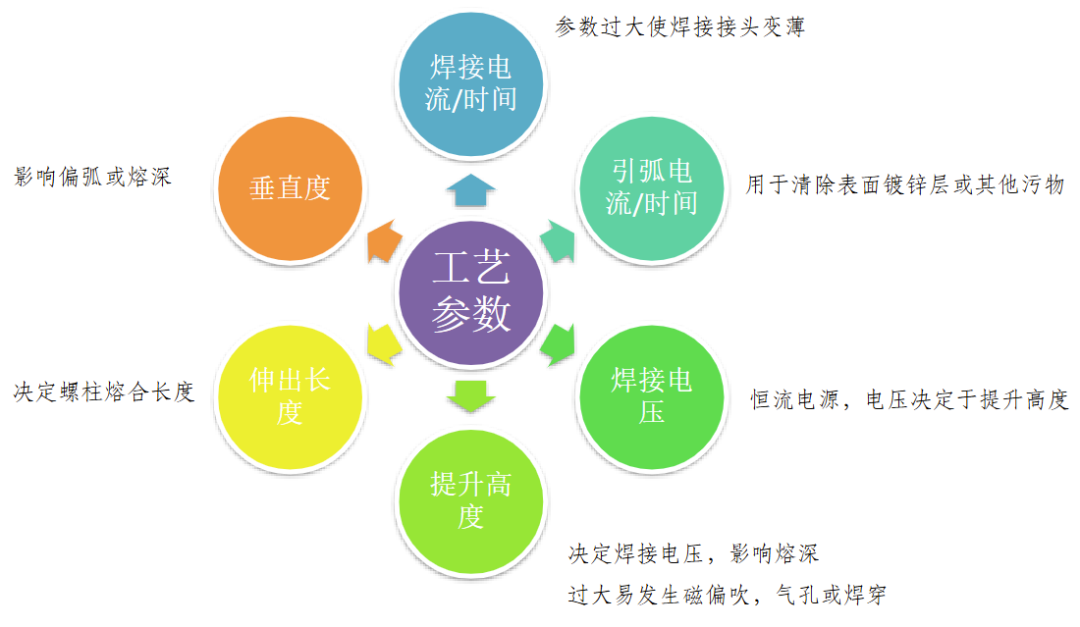
这一过程中,焊接电流、焊接时间、提升高度、螺柱伸出量构成了决定焊接质量的四大核心参数。而如何根据实际工况进行微调,是技术人员的核心能力。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
1.2 关键参数的计算与调整原则

轿车制造常用螺柱类型
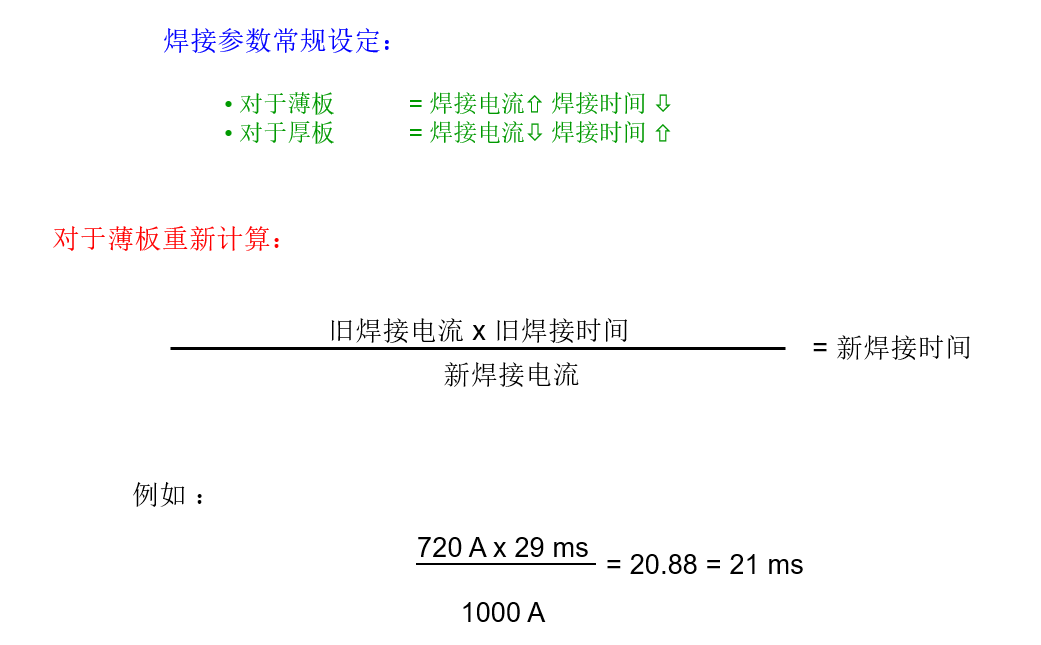
- 焊接电流 (Iw) 与时间 (Tw):这两个参数共同决定了热输入量。
- 焊接参数的基本公式:
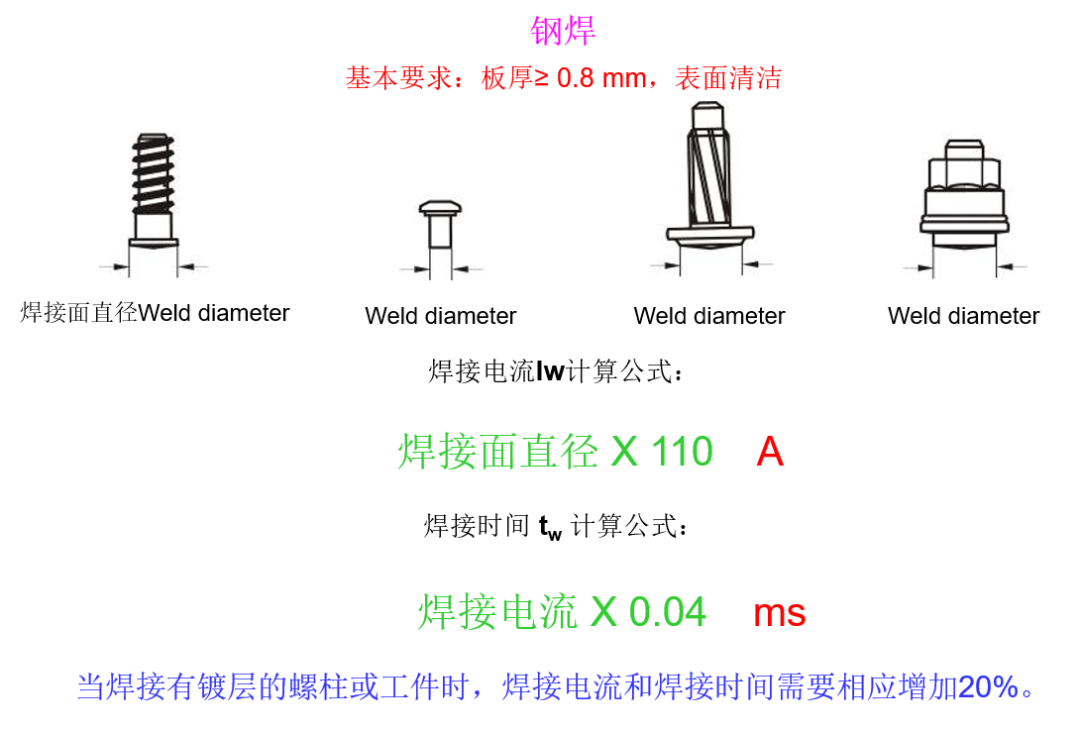
- 波形控制与自适应:当代螺柱焊机具备强大的波形控制能力。电弧电压是监焊接接头质量的关键在线指标。对于镀锌板,引弧电压通常在16-22V,表明表面洁净。当电压高于28V,往往意味着工件表面存在油污或焊接参数(如提升高度)不当。系统可根据实际电弧电压与设定值的偏差,自动闭环调整焊接电流或时间,最多可调节达50%,这是保证批量一致性的核心机制。
二、深入工艺核心:调节技术实操
工艺参数的精确调整,最终需要通过设备与工装的物理设置来实现。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
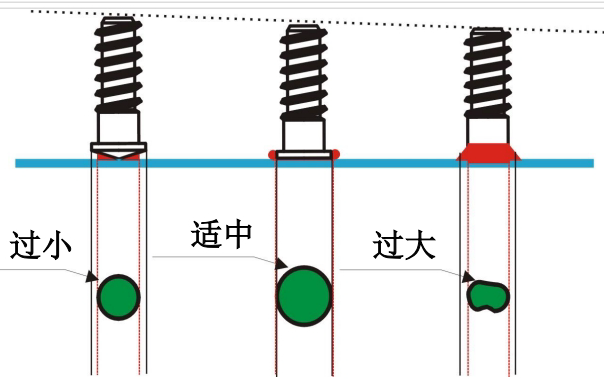
2.1 提升高度的精确调节
提升高度决定了电弧长度和能量分布。过高会导致电弧不稳、磁偏吹加剧;过低则能量集中,易烧损工件和飞溅。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
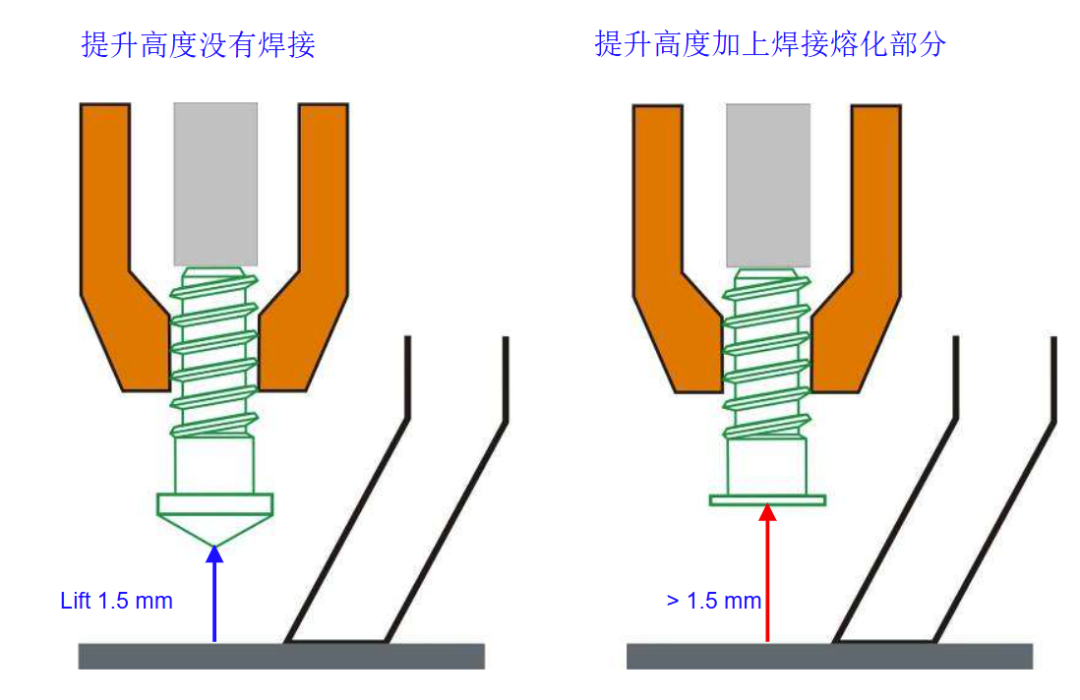
调节方法:
电磁铁提升的焊枪,打开焊枪后盖,内部通常有一个步进式调节旋钮(每步0.5mm)。将旋钮从零位向逆时针方向旋转,直至达到所需数值。对于伺服焊枪,可通过对伺服电机的控制参数,在手持编程器中设定精确的提升行程。通常建议提升高度在1.2mm-1.5mm之间(根据螺柱规格调整)。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
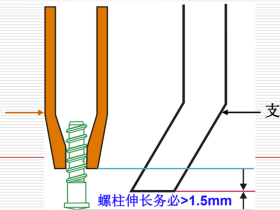
2.2 螺柱伸出量的精确校调
螺柱的伸出量是指螺柱端面或法兰面至防飞溅套/支撑杆端面的距离。这个参数直接决定了螺柱在多大程度上“接触”工件,以及浸入熔池的物理路径。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html

调节方法:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
-
松开支撑杆或防飞溅套的紧固螺丝。 -
将焊枪垂直平放在参考平面上(如放置一块平板),确保螺柱接触平面。 -
通过前后移动支撑杆或防飞溅套,调整两者端面的高度差。 - 核心依据:螺柱必须伸出防溅罩至少2mm,通常建议取值范围为2-3mm。伸出过长,螺柱易弯曲且影响垂直判断;伸出过短,影响电弧形成和熔池建立。调节到位后锁紧螺丝。在自动/半自动模式下,必须通过“校直”程序测量并确认此值,偏差应在±0.1mm以内。
三、焊接质量保障的四大“守门员”综合分析
短周期拉弧螺柱焊的最终质量,是系统工程的产物。工艺参数的优化是根本,而稳定的物理调节和规范的接地布局则是实现这一根本的桥梁。以下从导电嘴、焊钉伸出长度、支撑杆以及接地标准四个方面,进行系统阐述以确保焊接质量的钢铁长城。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld2026061908.html
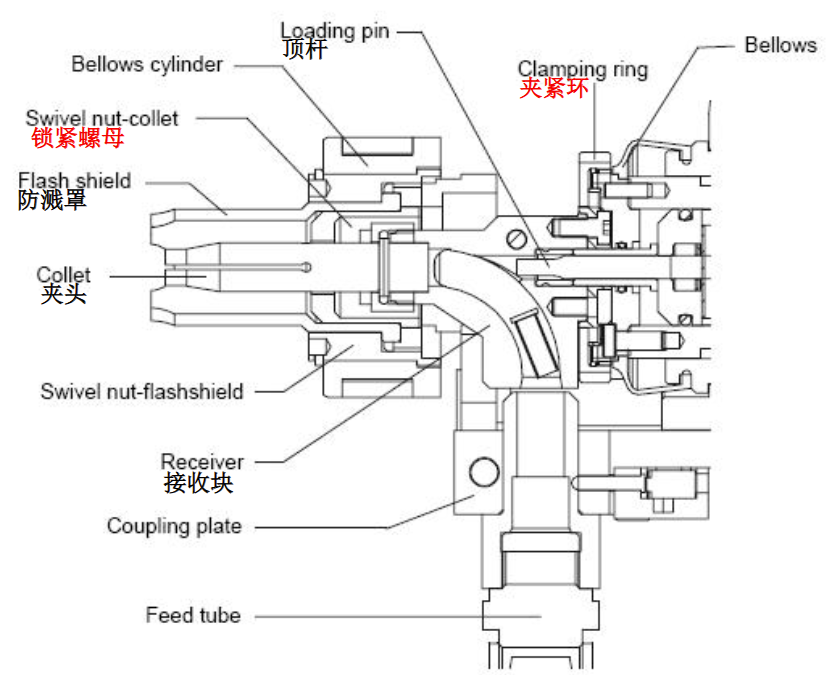
3.1 导电嘴的精细维护:能量的精准传导者
导电嘴是焊枪与螺柱之间导电、定位的“最后一环”。
技术关键与潜在风险:
- 导电性与磨损:导电嘴的磨损和焊渣附着会显著增加回路电阻,导致虚焊、未熔合甚至夹头打火烧毁。
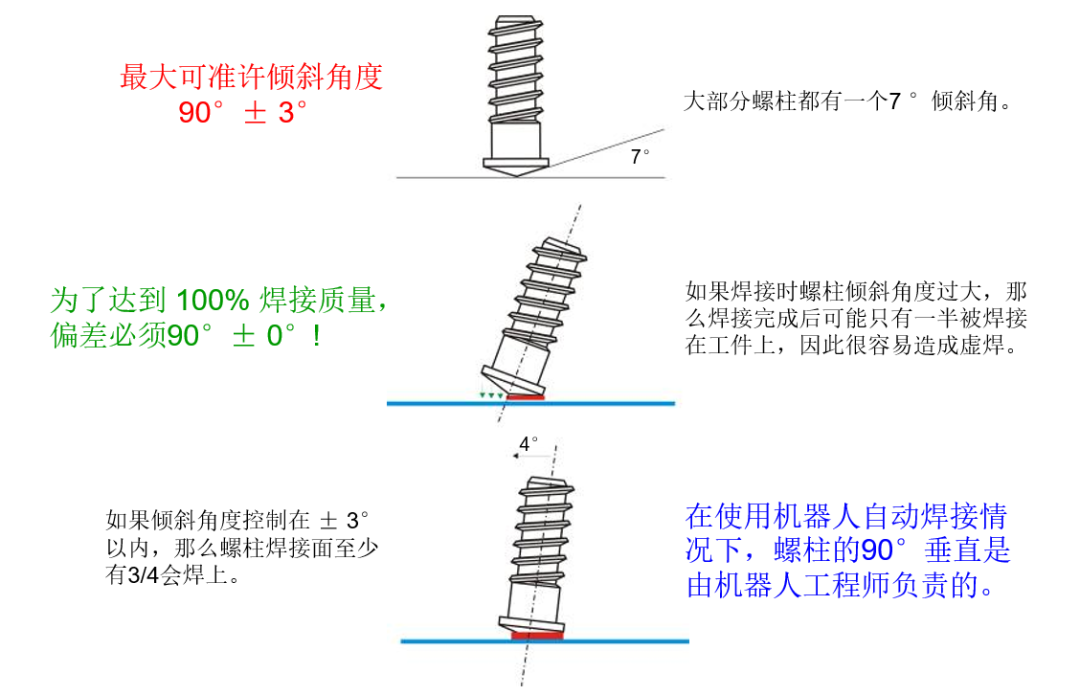
- 同心度与夹持力:非同心或过度磨损的导电嘴会导致螺柱偏斜,直接影响螺柱的垂直度。夹持力不足会使螺柱在焊接时产生滑动位移,破坏熔池。
工艺保障要求:
- 定期清理:每日工作前,使用专用工具清理导电嘴内外的焊渣,使用压缩空气吹净。
- 检查磨损:定期(每班/每周)检查导电嘴内径是否因磨损而变大。当出现焊接质量波动(如释放螺柱困难或夹持不稳)时,必须更换。根据鸿栢科技保养说明,磨损量>0.1mm时应立即更换。
- 保持锁紧:务必确保锁紧螺母使用专用扳手拧紧。如果松动,极易造成导电嘴与接收块之间打火,损坏焊枪前段部件,影响垂直基准。
操作规范:装钉时,顶杆应将焊钉推出夹头3-6mm(根据钉长调整),避免损坏夹头。
3.2 焊钉伸出长度的动态管控:熔池形成的物理基础
在短周期螺柱焊中,有效伸出量(螺柱端面与防溅罩端面之间的差值,通常为2-3mm)的精准度,直接决定了电弧的建立与熔池的成型空间。
技术关键:
- 动态变化的阻抗:伸出量直接影响焊接回路的静态电抗。
- 电磁干扰与磁偏吹:不合理的伸出量会加剧磁偏吹,导致单边未焊透。
工艺保障要求:
- 量规校核:必须使用针对不同螺柱型号设计的调整量规,用于定期检查导电嘴与焊接螺柱之间的有效伸出量距离。这是实现稳定焊接的前提。
- 自适应调整:在机器人连续自动化焊接过程中,支撑杆端面可能会磨损或粘附焊渣,导致有效伸出量发生变化。需要设定自动或点检程序,定时利用焊枪对平板的“校直”程序,检查和修正实际伸出值。
- 与提升参数的联动:伸出量与提升高度共同构成了电弧的物理作用空间。在设定参数时,需确保“伸出量 > 熔深设定值”,以保证螺柱有足够空间下落并压入熔池。
3.3 支撑杆的精密调节:稳定性与对称性的基石
支撑杆(在自动焊枪中常集成于焊头)是保证焊枪与工件垂直、提供焊枪支撑反力的关键结构。其调节的好坏几乎决定了焊接质量的最终水平。

调节方法:
- 初始定位:将选择了合适夹头并装好螺柱的焊枪,轻轻放置在平板上。
- 调整间隙:松开支撑杆的紧固螺丝,前后移动支撑杆,使其前端面与螺柱端面之间的间隙恰好等于所需的螺柱伸长(2-3mm)。
- 同心校准:拧紧螺丝前,务必目测或使用同心工具检查螺柱是否在支撑杆/陶瓷环套的中心。如果出现偏斜,必须通过调节支撑杆底座上的调节螺丝进行微调,直至完全对中。
工艺保障要求:
- 垂直度监控:焊枪在安装支撑杆后,其本身的几何对中性直接影响焊接质量。部分焊枪配备角度开关。
- 调节方法是:将焊枪垂直放在平板上(导电嘴中装钉),拧出调节螺丝,直至垂直信号灯熄灭;再拧进,直至垂直灯亮起。通过多次焊接测试验证调节情况。
- 防溅罩管理:无论是手动枪的防溅罩还是自动枪的支撑杆,都必须始终位于夹头和螺柱之间。严禁在螺柱未填充时让夹头直接接触工件,否则会导致误焊。任何松动,都必须立即重新调节和校直。
3.4 螺柱焊夹具设计的接地标准:消除磁偏吹的源头
磁偏吹是螺柱焊接中常见且最难以排查的缺陷之一,常表现为单边未熔合、焊环(Flange)不规则。其根本原因在于焊接回路中的电流分布不均。因此,良好的接地设计是焊装夹具中不可忽视的重要环节,也是“隐性”的工艺标准。
核心技术与设计标准:
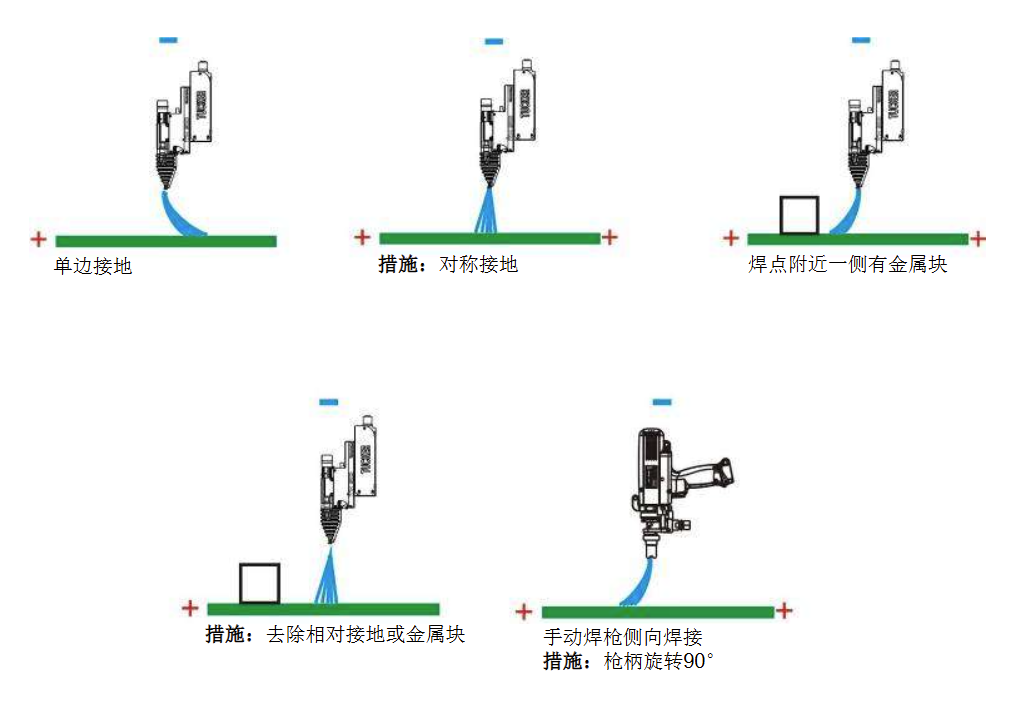
- 路径最短与对称性原则:必须确保地线夹持点尽可能靠近焊点(工件与焊枪构成回路的中心),且工件的两侧磁场应尽量对称。最佳实践是采用多极接地或单工位多极并联接地排。这使得焊接电流从各处均匀流回焊机,避免电流在特定路径集中,从而消除由不对称磁场引起的电弧偏吹。
- 双测量线系统:现代高端螺柱焊机(如鸿栢科技、Emhart )采用独立的电压测量线。它不再与焊接主电流共用路径,而是直接连接到工件最近端,为控制系统提供真实的电弧电压信号。根据资料要求,接地线与测量线的总电阻必须极小(建议接地主线≮50mm²,测量线≮1.5mm²),接地测量线引出的位置应在焊枪下压位置的另一侧,与焊接线形成完美对称的“四线法”布局。
- 工件材质与工装:所有焊接定位工装(如夹具导套)必须选用非磁性材料(如铜、黄铜、铝合金),避免它们在焊接过程中“抢夺”磁场中心,成为新的磁偏吹源。同时,工装要能稳固支撑焊接工件,防止因颤动导致焊点振动,影响熔池凝固而开裂。
工艺设计审核清单:
-
地线是否在焊点周围对称布置? -
是否采用了独立的测量线?其接触电阻是否合格? -
焊接回路中是否存在明显的凸起铁磁性障碍物(如铁质垫块、锈蚀平台)? -
接地点是否足够清洁且固定牢固,能承受大电流而不产生熔损或压痕? -
是否建立了对接地电缆状态进行定期(每日/每周)检查与维护的规范?
短周期拉弧螺柱焊,虽是一项高度自动化和智能化的工艺,但其可靠性的天花板,依然由工程师对基础物理原理的深刻理解与每一次工艺参数与实际硬件的严格匹配决定。从导电嘴的毫厘磨损,到螺柱伸出量的微米调节,再到支撑杆的绝对对中,以及焊装夹具的接地设计——每一个环节环环相扣。上述工艺调节细节的深度剖析,结合与故障应对逻辑,可以总结出以下核心质量保障闭环:
- 能量精准输出:经由导电嘴与调校好的参数传递。
- 空间绝对稳定:依赖支撑杆、伸出量与垂直度的共同保证。
- 回路对称平衡:根植于科学的接地设计与测量线布局。
焊接工程师在面临生产中的棘手问题时,不应只盲目调整主参数(焊接电流/时间),更应严格遵循此分析框架,从物理环节的调节性查起。当这些每个“细节”都达到标准,我们才能真正长久驾驭短周期拉弧螺柱焊技术,让它成为生产线上最稳固的“工业之钉”,在每一个车身、每一个精密部件上留下完美的焊痕。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
铝螺柱焊机哪家专业:什么是定义“专业”的关键?