对于传统燃油车企业来说,采用油车、电车混线生产的方式,可以充分利用现有的厂房、设备设施,大幅减少电动车生产线投资,同时也提高了生产运营效率、降低运营成本。但基于不同平台的多款车型实现混线生产的技术复杂度和难度较高,其最大的技术难点在于焊装车间主线底部夹具的集成和改造。
以上汽大众为例,其燃油车基于大众汽车集团的MQB平台(横置发动机模块化平台)和MLB平台(纵置发动机模块化平台),而电动车基于大众汽车集团最新的MEB平台(纯电动车模块化平台)。MQB平台的前悬较长,前后轴轴距相对较短;而MEB平台的前悬较短,前后轴轴距可以延长。焊装车间主线底部夹具的设计与车型平台的主RPS孔的坐标和孔径是直接关联的,MQB平台和MEB平台的这些差异导致焊装车间主线底部夹具的主、次RPS坐标位置完全不一样。为了实现把MEB平台的电动车集成到现有的MQB平台的燃油车生产线上,必须对白车身主线从下车体第一个合拼的自动工位(底板定位焊工位),到白车身框架总成(总拼)生产线的最后一个自动工位进行改造。以60JPH(每小时生产60台白车身)的高产能、高自动化率焊装生产线为例,涉及近90套底部夹具的集成改造。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
近几年来,上汽大众在众多工厂和新车型项目中不断实践迭代,探索研究把MEB平台电动车集成到MQB平台燃油车生产线上进行混线生产的技术和方法,解决了一系列的技术问题和设备瓶颈。本文介绍了解决MEB平台电动车与MQB燃油车混线生产最大的技术难点——焊装车间主线底部夹具的集成改造的方法和方案。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
MQB和MEB平台底板RPS基准孔差异文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
在焊装车间从底板到总拼的主线区域,由于定位焊、自动补焊、自动涂胶、自动螺柱焊、激光焊、自动弧焊和在线测量等工位对车身尺寸定位精度要求高,需要使用自动升降滚床将车身降低,用底板的8个RPS基准孔进行定位夹紧后,才能进行焊接或连接操作。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
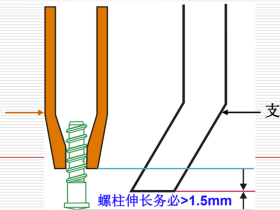
为了实现MQB平台的燃油车与MEB平台的电动车的混线生产,所有车型必须共用同一种滑橇。为此,滑橇支撑点的相对位置要保持一致,即:要保证前后滑橇孔在X和Y方向间距是一致的,如图1所示。这是实现不同平台的车型在主线采用相同滑橇传输白车身的技术前提。然而MQB和MEB平台8个RPS基准孔位置在X、Y和Z三个方向上均存在较大差异,且勾销缸的夹紧方向也有所不同。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
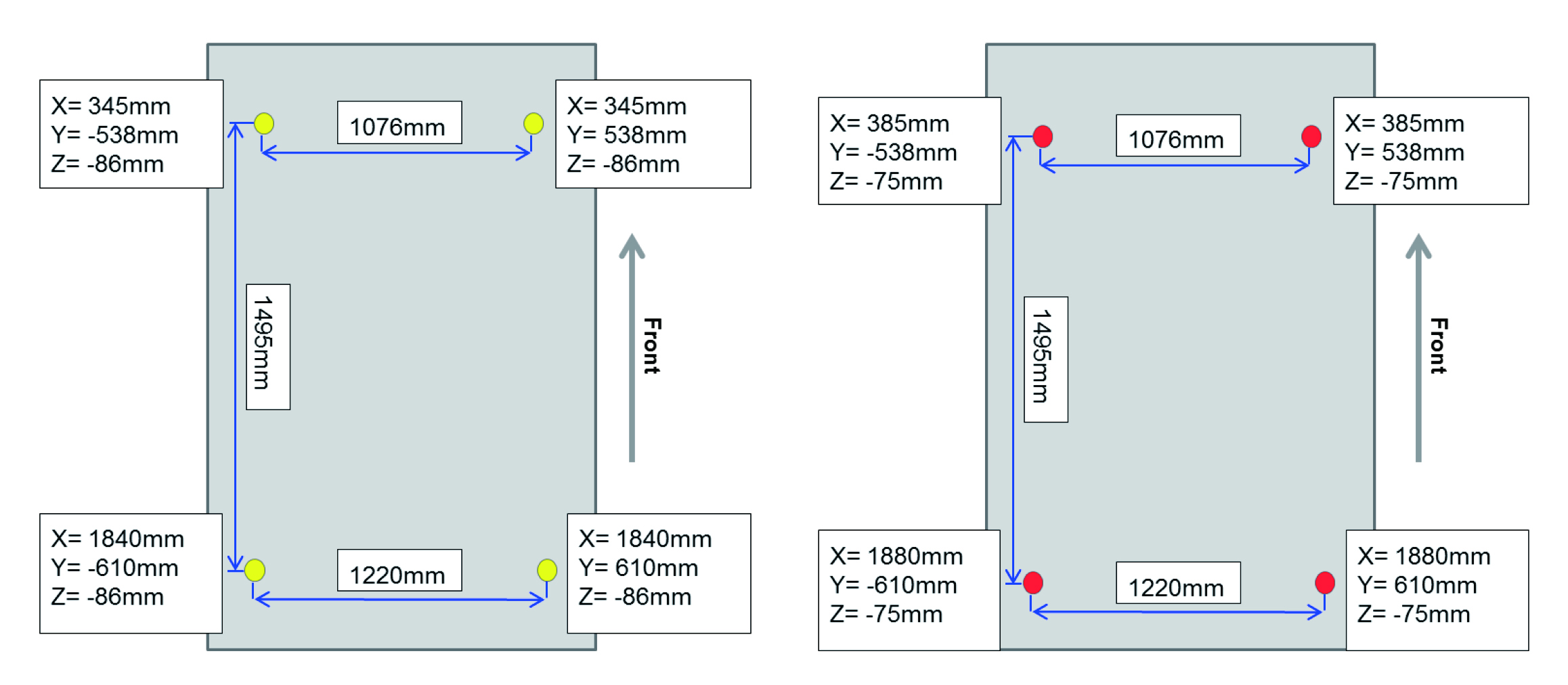
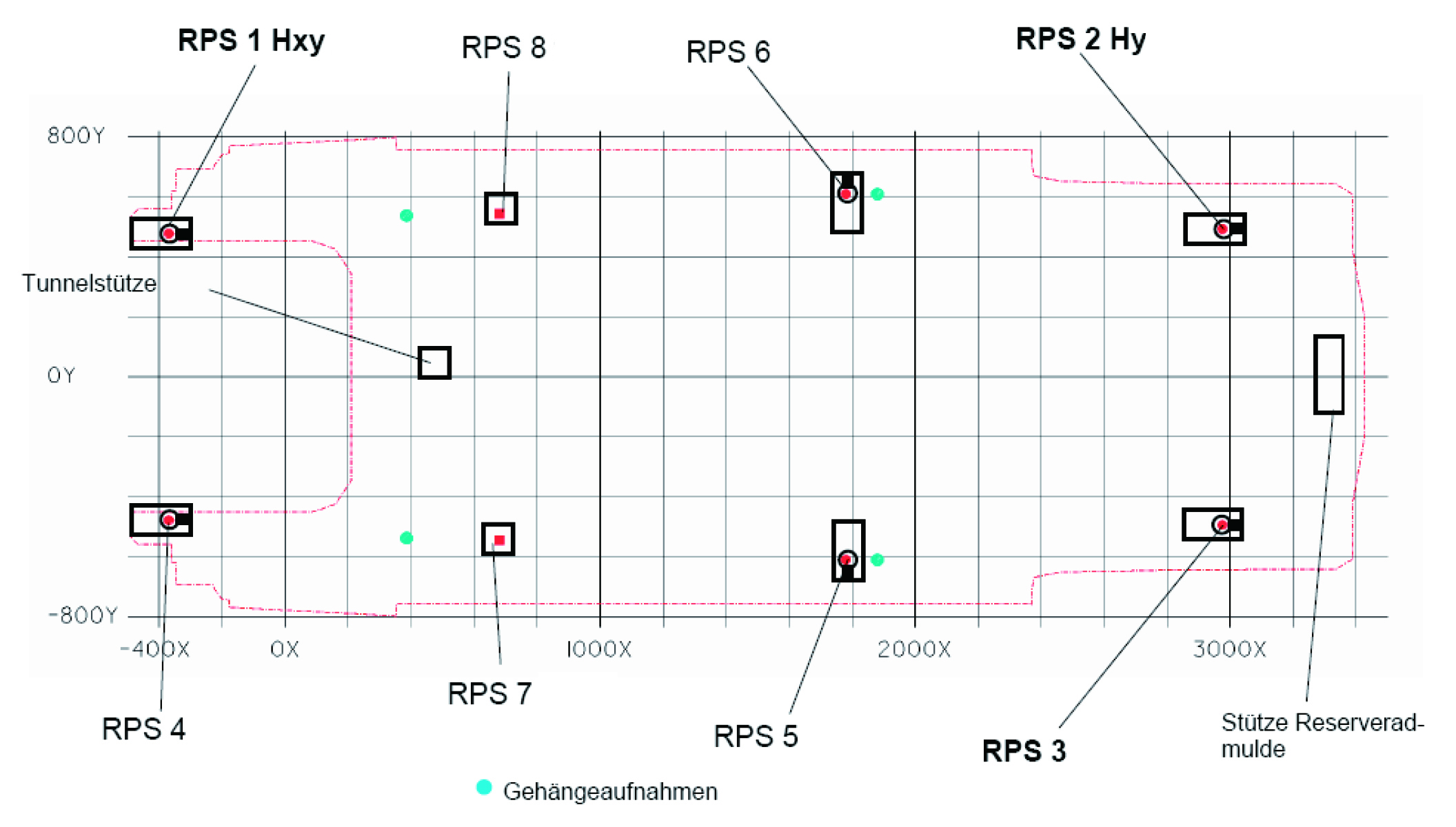
在混线生产“共用滑橇”的前提下,将无法共用勾销夹紧气缸,如图2和图3所示。这增大了混线生产的难度,尤其是位于前后纵梁上的主RPS基准孔坐标完全不同,如图3所示。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
图1 MQB和MEB平台共用滑橇的滑橇孔坐标文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
图2 MQB平台底板8个RPS基准孔文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411251.html
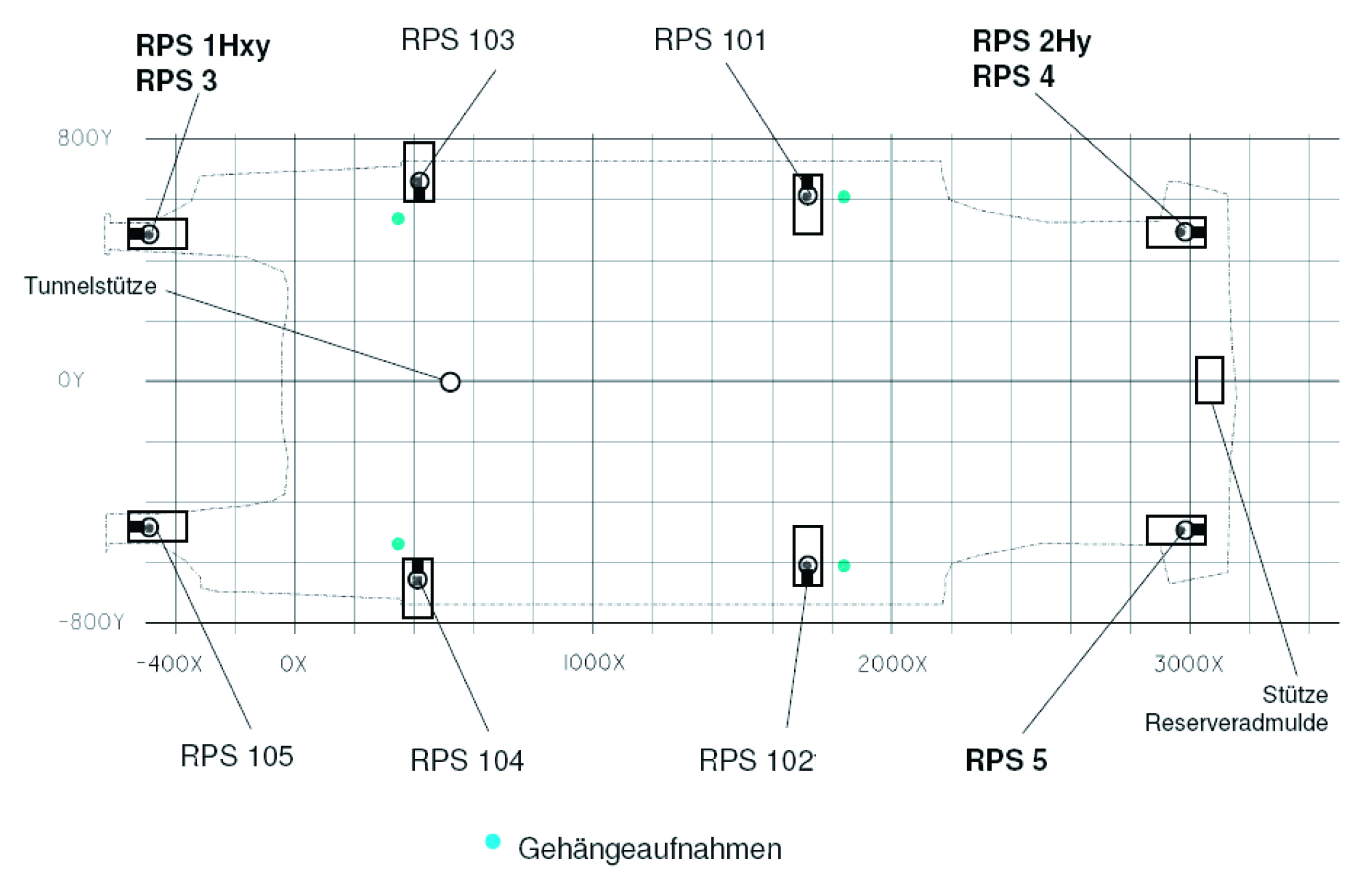
图3 MEB平台底板8个RPS基准孔
不同平台混线生产的车身底部夹具方案
目前大众汽车集团模块化平台(例如MQB或MEB平台)的产品数据开发的特点是实现跨越多级别车型和多种轴距版本的模块化,覆盖小型、中型、中大型甚至大型的轿车、SUV和MPV车型。在同一模块化平台内部,技术特点之一是保持车身底板夹具的2个基准孔RPS1Hxy/5fz和RPS4fz(分别位于左右前纵梁下部)位置的绝对一致,车身左、右后纵梁下部的2个基准孔RPS2Hy/fz和RPS3fz的坐标,则取决于车型的轴距尺寸。MQB燃油车平台与MEB电动车平台存在巨大差异,特别是前后纵梁的主、次基准孔坐标,甚至基准孔孔径都是不同的,为了实现跨平台混线生产,需要构建能够自由切换的车身底部夹具方案。
传统的混线生产车身底部夹具柔性方案
不同平台车型在自动工位上柔性化混线生产的典型案例截图如图4所示。该案例为某工厂焊装车间某B级电动轿车(MEB平台)和某A级燃油轿车(MQB平台)的混线情况。
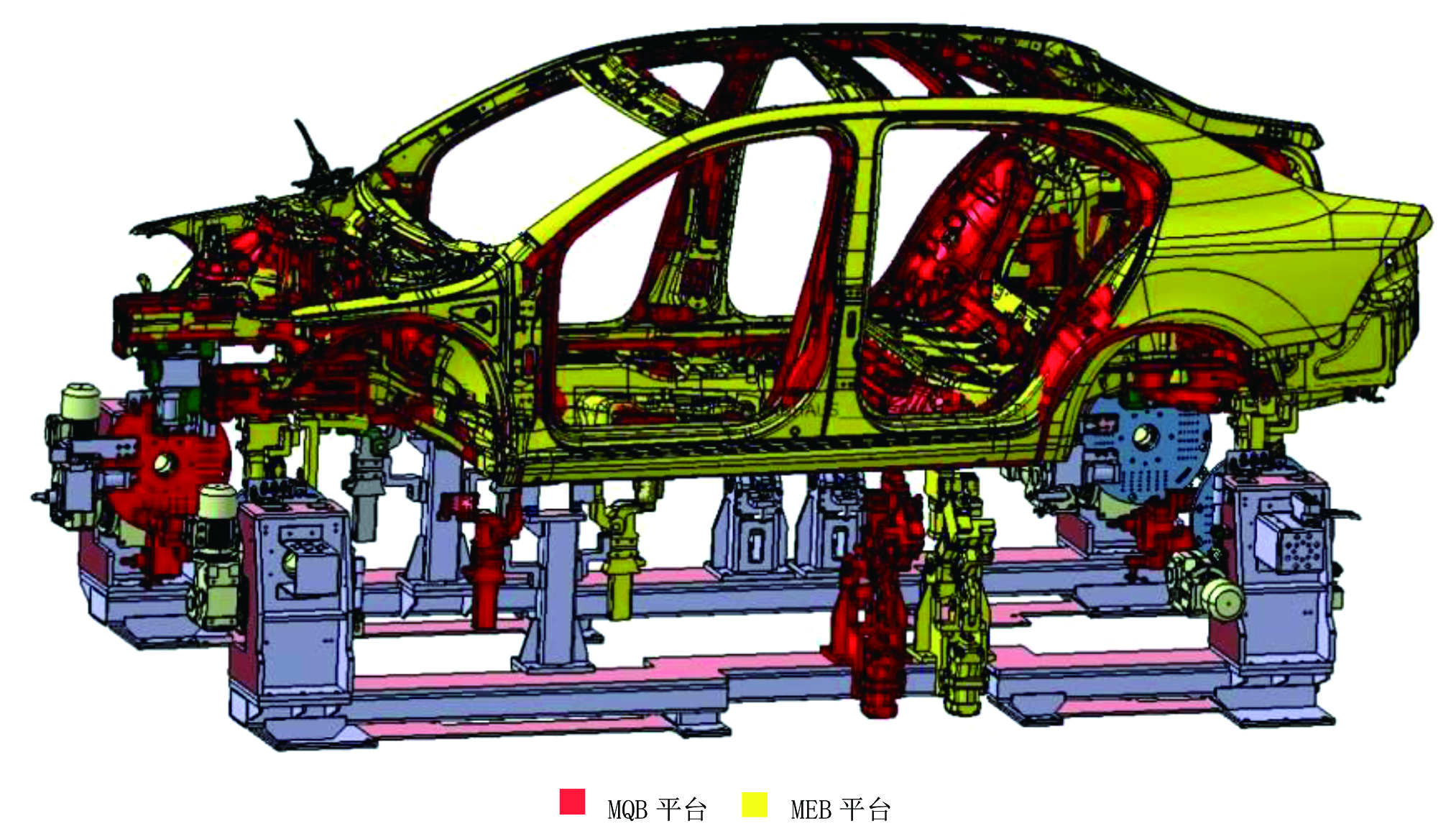
图4 传统的MQB平台和MEB平台的柔性化混线生产
为了实现不同夹紧单元的切换,传统方案是针对前后纵梁的主、次基准孔的定位和夹紧单元,全部采用柔性风车夹具。以左前纵梁RPS基准孔定位夹紧为例,如图5所示,采用传统的柔性风车夹具,通过旋转90o实现勾销夹紧气缸的柔性切换,针对不同平台车型分别进行夹紧,实现精确定位。后纵梁切换也采用了相同的柔性风车夹具。每个定位焊或者自动补焊工位配有4套柔性风车夹具和1台控制器。单工位4套柔性风车夹具的使用,虽然能够非常清晰地实现针对不同车型的柔性切换,但是设备成本较高,且占地面积较大,增加了混线生产的改造和生产运行成本,也影响生产线后续车型集成时的布置和方案设计。
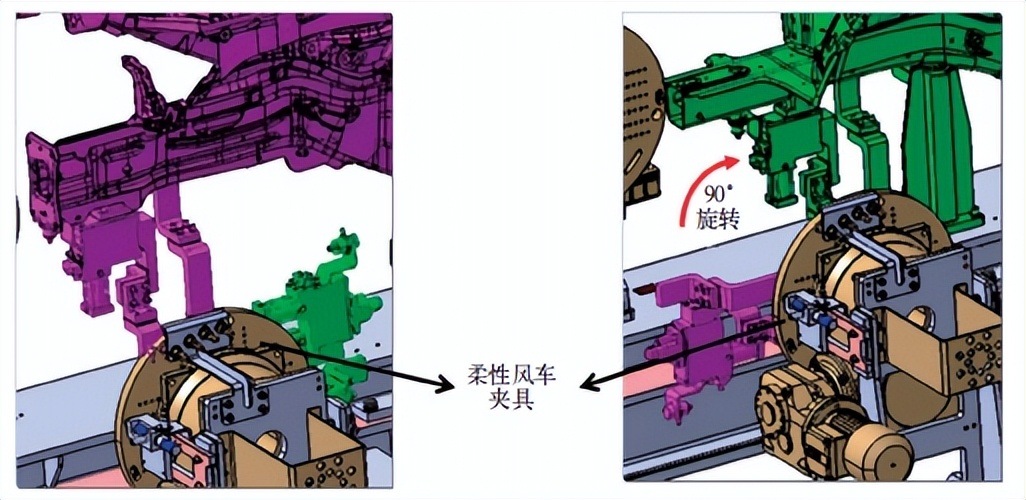
图5 左前纵梁勾销夹紧气缸的柔性切换(柔性风车夹具)
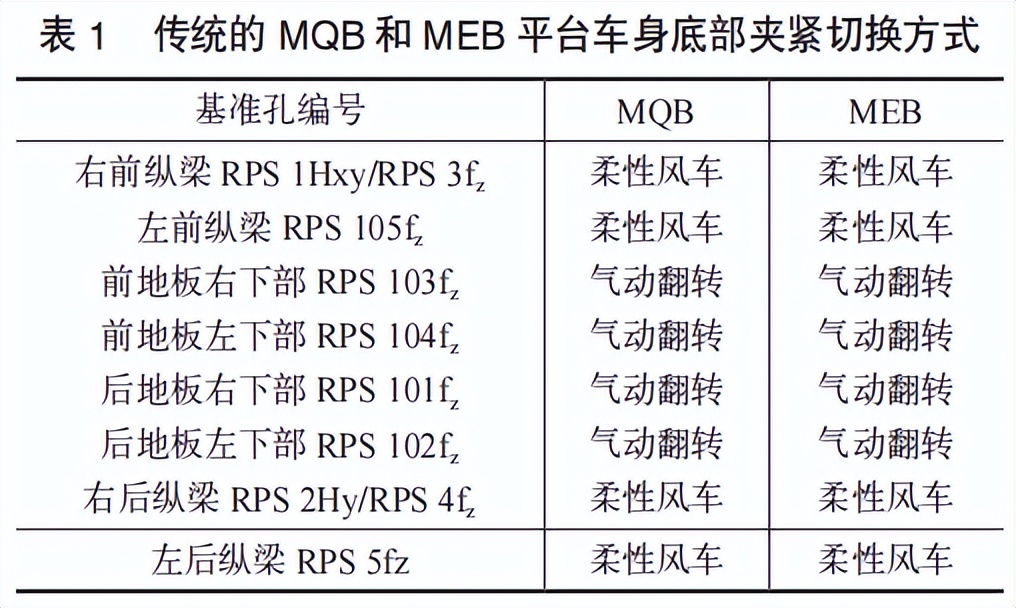
底板中部(前后地板下部)其他的4个辅助RPS基准孔,如后地板附近的基准孔,采用气动翻转系统,通过翻转切换实现勾销夹紧气缸的柔性切换。针对MQB和MEB平台混线生产的8个RPS基准孔,基于这一传统车身底部夹具柔性方案的勾销夹紧气缸的切换方式如表1所示。
优化后的混线生产车身底部夹具柔性方案
随着上汽大众电动化的不断推进,基于MEB平台的细分子平台PV1、PV2、…、PV5对应的纯电动汽车(轿车、SUV和MPV等)被不断导入生产线。所有这些MEB平台细分市场级别的车型,其前纵梁上的2个主RPS基准孔坐标均保持不变;而后纵梁上2个RPS基准孔的坐标会由于车型级别和轴距的不同而有所不同。
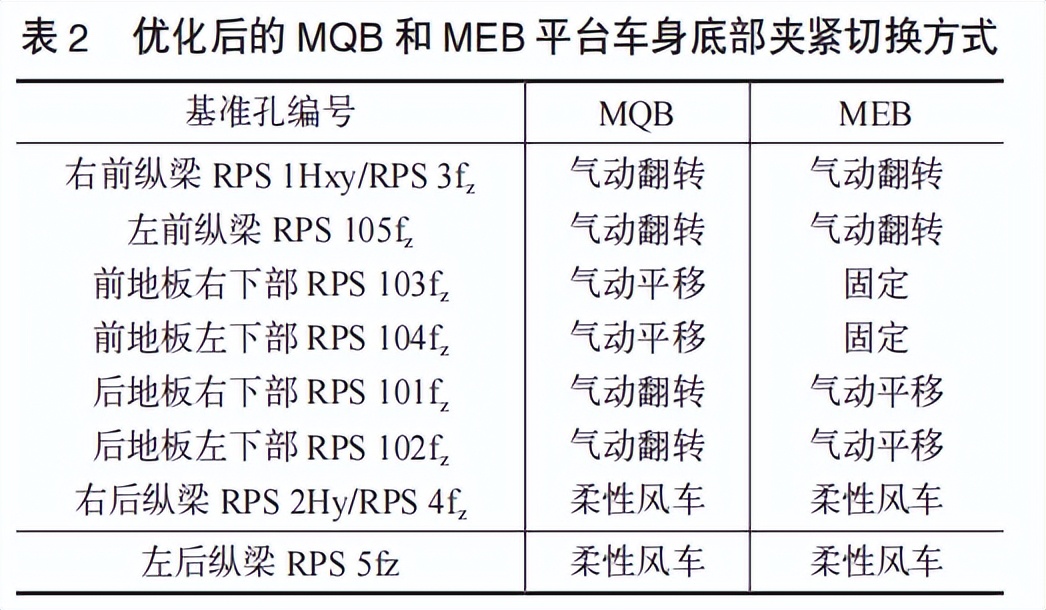
因此,在传统底部夹具柔性方案基础上,本文作了优化处理,如图6所示。焊装车间主线所有定位焊、自动补焊和在线测量等自动工位的前纵梁主RPS基准孔,均采用气动翻转机构,通过翻转切换实现勾销夹紧气缸的柔性切换。
由于未来导入车型的轴距数据具有不确定性,后纵梁切换仍然采用柔性风车夹具,以保留最大的柔性。底板中部其它的4个辅助RPS基准孔,仅需要根据车型的详细RPS基准孔坐标值,做出相应微调整。针对MQB和MEB平台混线生产的8个RPS基准孔,基于这一优化的车身底部夹具方案的勾销夹紧气缸的切换方式如表2所示。
该优化方案所体现的每个定位焊和自动补焊工位,只配有2套柔性风车夹具和1台控制器。与传统的车身底部夹具柔性方案相比,在前纵梁主RPS基准孔位置,采用2套气动翻转机构,替代了2套柔性风车夹具。

图6 优化后的MQB平台和MEB平台的柔性化混线生产
优化结果
在上汽大众MQB和MEB平台混线的焊装车间生产线中,已经采用了优化后的车身底部夹具柔性方案。根据车型项目实施的实际投资对比计算,相较于传统的车身底部夹具柔性方案,优化后的方案使得车间主线单工位可节省约15万元人民币。以一个60JPH高自动化率的焊装车间为例,从底板到总拼的主线区域,涉及90个自动工位,仅此一项共节约投资约1350万元。不仅如此,采用优化后的车身底部夹具柔性方案,简化了主线工装夹具的复杂程度,缩短了改造时间,降低了设备设施的维护成本,也有利于提升主线的设备开动率,提高了生产效率。此外,优化后的车身底部夹具柔性方案,用钢量减少约8.82t,二氧化碳排放减少了21t;因为夹具设备的简化,每年减少能源消耗约42225kW·h,每年可减少二氧化碳排放24.5t。
总结
本文所提出的优化后的车身底部夹具柔性方案,在焊装车间可灵活、可靠地实现燃油车和纯电动汽车的混线生产。与传统的、较为复杂的车身底部夹具柔性方案相比,本文提出的优化方案具有如下优势:
(1)可以显著降低生产线改造成本,缩短改造时间,提高生产线的设备开动率,降低运行和维护成本.
(2)减少了制造车身底部夹具所需的用钢量,也降低了生产过程中夹具设备的能源消耗,是一个绿色节能低碳的方案.
(3)该车身底部夹具柔性优化方案和思路,不仅适用于大众汽车集团的燃油车、纯电动汽车的混线生产,也适用于其他品牌或企业同一平台多款车型的混线生产,以及不同平台多款车型的混线生产。
参考文献
[1] 张艳.新能源汽车快速发展下的车身平台柔性制造规划理念[J].汽车实用技术,2023,48(13):150-154.
[2] 高勇.汽车焊装生产线改造的探索与应用[J].汽车实用技术,2023,48(10):181-186.
[3]刘江.汽车焊装车间柔性化生产线的应用[J].中文科技期刊数据库(文摘版)工程技术,2022(8):3.
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
螺柱焊技术全解:一篇掌握核心参数、调节技巧与质量保障